Ремонт поршней
Обобщая вышеописанное, можно выделить следующие дефекты, которые могут возникать на поршнях в процессе эксплуатации:
Износ отверстий в бобышках
Износ канавок для поршневых колец
Износ по диаметру
Трещины и задиры на стенках
Нагар на днище и в канавках под кольцами
С днища нагар счищается при помощи тупого металлического скребка или щетки. Предварительно загрязненный участок обрабатывается керосином.
Для удаления нагара из канавок используется специальное приспособление.
Наличие в поршне трещин определяется на слух. Для этого деталь берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой и дребезжащий звук – признак присутствия трещин.

Поршни с трещинами, глубокими царапинами и большим износом по диаметру ремонту не подлежат. Изношенные канавки можно проточить на токарном станке при помощи кольца с наружным диаметром, который равен внутреннему центрирующему пояску поршня. Это позволит установить кольца с увеличенным размером по высоте. Канавки протачивают с учетом ремонтных размеров поршневых колец.
Износ отверстий в бобышках устраняют при помощи их развертывания под увеличенный диаметр. Делается это при помощи раздвижной отвертки с направляющим хвостовиком. Нельзя использовать короткие развертки, так как они легко нарушают перпендикулярность оси пальца с осью поршня. Именно поэтому после операции развертывания необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевают на палец устройства и придвигают вплотную к стойке. Штифт индикатора, который закреплен на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение. Зафиксировав ее показания, поршень снимают и надевают на палец другой стороной. Разница в измерениях не должна превышать 0,05 мм. Если она больше, поршень забраковывается.
Восстановление антифрикционного покрытия на юбках поршней
Юбки поршней современных двигателей производители покрывают специальными антифрикционными покрытиями. Они снижают коэффициент трения, способствуют дополнительному охлаждению поверхностей и уменьшают износ деталей. Однако со временем заводское покрытие разрушается и нуждается в восстановлении.
Для создания нового защитного слоя на поршнях или восстановления нарушенного используется антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС. Рассмотрим, как происходит процедура нанесения этого материала.
Первым делом поверхность юбки поршня тщательно очищается от прочно сцепленных загрязнений: нагара, оксидных пленок, остатков старого покрытия доступным механическим или химическим способом. Затем те участки детали, на которые попадание покрытия нежелательно, закрываются.
Далее поршни обрабатываются Специальным очистителем-активатором MODENGY. Он полностью испаряется за 10-15 минут, после чего наносится само покрытие.
Предварительно аэрозольный баллон встряхивается не менее 3 минут после появления стука шариков.
Первый слой материала наносится на поверхность с расстояния 20-30 сантиметров. Процедуру следует производить быстрыми повторяющимися движениями. Спустя 10 минут, когда покрытие приобретет матовый оттенок, можно нанести второй слой при необходимости. Общая толщина покрытия должна составлять 10-20 мкм.
В случае неаккуратного нанесения и образования подтеков неотвержденный состав можно удалить с поверхностей при помощи очистителя-активатора MODENGY.
После нанесения покрытия поршни нельзя перемещать. Их следует оставить на 12 часов при комнатной температуре или высушить в печи при +170 °C в течение 20 минут до полной полимеризации защитного слоя.
После завершения работ необходимо прочистить сопло распылительной головки баллона. Для этого баллон переворачивают вверх дном и нажимают на клапан распылительной головки, направляя струю от себя. В таком положении его удерживаютдо тех пор, пока из сопла не начинает выходить чистый газ.
Принцип работы цилиндро-поршневой группы
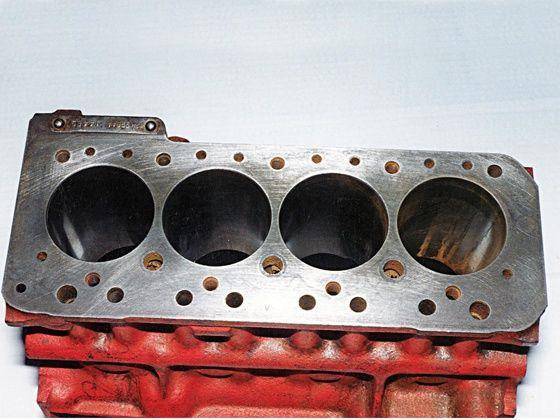
Современные двигатели внутреннего сгорания оснащены блоками, в которые входят от 1 до 16 цилиндров – чем их больше, тем мощнее силовой агрегат.
Внутренняя часть каждого цилиндра – гильза – является его рабочей поверхностью. Внешняя – рубашка – составляет единое целое с корпусом блока. Рубашка имеет множество каналов, по которым циркулирует охлаждающая жидкость.
Внутри цилиндра находится поршень. В результате давления газов, выделяющихся в процессе сгорания топливно-воздушной смеси, он совершает возвратно-поступательное движения и передает усилия на шатун. Кроме того, поршень выполняет функцию герметизации камеры сгорания и отводит от нее излишки тепла.
Поршень включает следующие конструктивные элементы:
- Головку (днище)
- Поршневые кольца (компрессионные и маслосъемные)
- Направляющую часть (юбку)

Бензиновые двигатели оснащены достаточно простыми в изготовлении поршнями с плоской головкой. Некоторые модели имеют канавки, способствующие максимальному открытию клапанов. Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.
Кольца, установленные в специальные канавки на поршне, обеспечивают плотность и герметичность его соединения с цилиндром. В двигателях разного типа и предназначения количество и расположение колец могут отличаться.
Чаще всего поршень содержит два компрессионных и одно маслосъемное кольцо.
Компрессионные (уплотняющие) кольца могут иметь трапециевидную, бочкообразную или коническую форму. Они служат для минимизации попадания газов в картер двигателя, а также отведения тепла от головки поршня к стенкам цилиндра.
Верхнее компрессионное кольцо, которое изнашивается быстрее всех, обычно обработано методом пористого хромирования или напылением молибдена. Благодаря этому оно лучше удерживает смазочный материал и меньше повреждается. Остальные уплотняющие кольца для лучшей приработки к цилиндрам покрывают слоем олова.








С помощью маслосъемного кольца поршень, совершающий возвратно-поступательные движения в гильзе, собирает с ее стенок излишки масла, которые не должны попасть в камеру сгорания. Через дренажные отверстия поршень «забирает» масло внутрь, а затем отводит его в картер двигателя.
Направляющая часть поршня (юбка) обычно имеет конусную или бочкообразную форму – это позволяет компенсировать неравномерное расширение поршня при высоких рабочих температурах. На юбке расположено отверстие с двумя выступами (бобышками) – в нем крепится поршневой палец, служащий для соединения поршня с шатуном.
Палец представляет собой деталь трубчатой формы, которая может либо закрепляться в бобышках поршня или головке шатуна, либо свободно вращаться и в бобышках, и в головке (плавающие пальцы).
Поршень с коленчатым валом соединяется шатуном. Его верхняя головка движется возвратно-поступательно, нижняя вращается вместе с шатунной шейкой коленвала, а стержень совершает сложные колебательные движения. Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.

Поршневые пальцы

Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
В процессе работы двигателя как поршень, так и поршневой палец подвержены серьезным нагрузкам. На палец воздействует давление на такте сжатия топливно-воздушной смеси, сила расширяющихся газов после их воспламенения, инерция, изгибающее усилие и т.д. С учетом таких нагрузок материалом изготовления поршневых пальцев выступает закаленная сталь. Форсированные двигатели сравнительно со штатными вариантами получают поршневой палец с более твердой поверхностью из легированной стали.
Конструктивно поршневой палец имеет внутреннее отверстие для облегчения детали. Малый вес означает снижение инерционных потерь и рост КПД двигателя. При этом палец должен оставаться прочным и износостойким в условиях запредельных нагрузок. В массовом производстве отверстие поршневого пальца имеет простую цилиндрическую форму. Подобное решение позволяет снизить затраты в процессе изготовления.
Еще одним вариантом внутреннего отверстия пальца является выполнение открытых наружу отверстий-конусов ( разновидность с конической перемычкой или без таковой). Конусы сужаются в середине поршневого пальца.
Подобные решения позволяют эффективно снизить вес детали и сохранить необходимую прочность, но имеют высокую себестоимость для массового производства. По этой причине пальцы данного типа обычно ставятся на спортивные и форсированные двигатели, при изготовлении которых конечная стоимость изготовления имеет второстепенное значение.
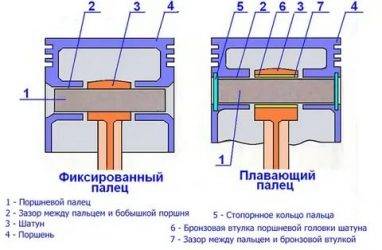
Поршневые пальцы по способу установки бывают двух типов:
- фиксированный поршневой палец;
- плавающий поршневой палец;
Фиксированный палец предполагает плотную посадку в натяг для надежной осевой фиксации. Такое крепление означает отсутствие вращения пальца в месте установки (верхняя головка шатуна или отверстия бобышек поршня).
Фиксированное соединение обычно реализуется в верхней головке шатуна. Поршневой палец при таком способе крепления вращается в отверстиях бобышек поршня, где предусмотрен определенный зазор. Установка фиксированного поршневого пальца во время ремонта ДВС становится возможной после значительного нагрева шатуна.
Плавающий палец означает установку детали с определенным зазором как в верхней головке шатуна, так и в бобышках поршня. Фиксация поршневого пальца в этом случае реализуется при помощи специальных стопорных колец.
Указанные стопорные кольца плавающего поршневого пальца устанавливаются в проточки, которые выполнены в бобышках поршня. Также в моторах с плавающим поршневым пальцем в верхней головке шатуна дополнительно установлена бронзовая втулка для минимизации трения.
Поршневые пальцы плавающего типа нуждаются в смазке, так как область шарнирного соединения с головкой шатуна сильно нагружена. Головка шатуна и втулка головки имеют специальное отверстие, через которое моторное масло проникает из внутренней полости поршня. Что касается указанной полости, смазка подается туда от маслосъемных поршневых колец через специальные отверстия в поршне или может впрыскиваться при помощи масляных форсунок системы смазки двигателя.
Что еще учесть при проведении тюнинга
Не нужно останавливаться на достигнутом. Так как вы увеличили мощность и крутящий момент, нужно предусмотреть и более эффективную смазку. Без модернизации масляного насоса никуда не деться. Систему смазки лучше всего дополнить канавками с внутренней стороны вкладышей. Занятие не из легких, так как эти элементы с трудом подвергаются какой-либо обработке. Но выполнить все можно, хоть и затратите время. Также позаботьтесь о системе охлаждения. Режим работы мотора существенно изменился, поэтому со стандартным теплообменником он может перегреваться.
Применение сцепления усиленного типа обязательно, так как крутящий момент вышел в плюс. Стандартные диски могут просто не выдержать возросших нагрузок. Выжимной подшипник также подбирается, исходя из новых характеристик. Но самое главное – это модернизация тормозов. Увеличение площади соприкосновения колодки с диском – это эффективное решение для обеспечения торможения. На колесах сзади следует отказаться от применения барабанных механизмов, отдавайте предпочтение дисковым. Любой легковой автомобиль можно переоборудовать таким образом. И если изменяются размеры поршневой группы, проводится облегчение, то в обязательном порядке требуется усовершенствование всех агрегатов автомобиля.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
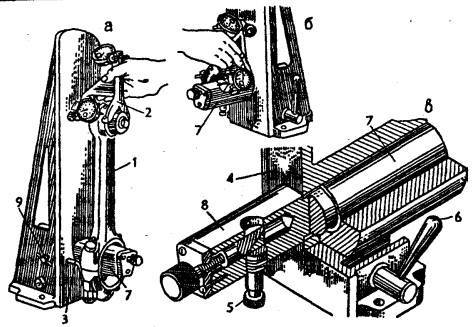
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.










Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Диагностирование цилиндропоршневой группы двигателей внутреннего сгорания
Состояние цилиндропоршневой группы (ЦПГ) определяется по величине давления сжатия или разрежения, результатам измерений неплотностей в камере сгорания и сопряжении гильза-поршень по величине утечек воздуха и прорыва газов в картер, а также по угару масла во время работы двигателя.
Диагностирование ЦПГ дизеля проводят при ТО-3 и перед ремонтом или поступлении заявки от машиниста. Основные косвенные признаки неисправного состояния ЦПГ — повышенный расход масла на угар и прорыв газов в картер, трудный пуск, снижение мощности двигателя.
Наибольшее распространение для оценки ЦПГ получил способ измерения количества газов, прорывающихся в картер. Количество газов измеряют индикатором КИ-13671. Для измерения количества газов двигатель прогревают до температуры жидкости в системе охлаждения 70 — 90°С, закрывают пробками отверстие сапуна, отверстие под масломерную линейку и подключают индикатор с помощью переходника к заливной горловине картера двигателя. Измерение расхода газов проводится при номинальной частоте вращения коленчатого вала. Прорвавшиеся в картер газы проходят через индикатор и поднимают поршень 2 сигнализатора В верхнее положение. Поворачивая плавно крышку 5 и, тем самым закрывая дроссельное отверстие индикатора, добиваются, чтобы риска на колеблющемся поршне 2 совпала с риской на трубке 1. По лимбу на крышке 5 против указателя определяют расход газов.
Если расход газов более 170 л/мин, открывают одно или два дополнительных отверегия, вывинтив заглушки 4.
В этом случае необходимо прибавить к показанию индикатора соответственно 100 или 200 л/мин.
При ресурсном диагностировании тракторов перед ТО-3, которое предшествует плановому текущему или капитальному ремонту, полученное значение расхода газов сравнивают с их допустимыми значениями и принимают решение о возможности дальнейшей эксплуатации двигателя.
Сравнительную оценку технического состояния цилиндров можно дать по разряжению в надпоршневом пространстве.
Чтобы измерить разряжение, снимают с двигателя форсунки, устанавливают в отверстие для форсунки наконечник вакуум-анализатора КИ-5315 и прокручивают с помощью пускового устройства коленчатый вал. При движении поршня вниз на такте расширения в надпоршневом пространстве создается разряжение, под действием которого открывается впускной клапан прибора. По вакуумметру фиксируют максимальное значение разряжения. Номинальное значение разряжения в цилиндре — 0,088, допустимое — 0,07, предельное — 0,068 МПа.
В случае, когда расход газов не превышает допустимого значения, но разряжение в цилиндрах ниже допускаемого, необходимо восстановить герметичность клапанов механизма газораспределения. Если расход газов превышает допустимое значение, необходимо заменить кольца или цилиндропоршневую группу.
Состояние ЦПГ автомобильных двигателей оценивают по прорыву газов в картер или по утечке воздуха из надпоршневого пространства (компрессии). Компрессию в каждом цилиндре измеряют компрессометром КИ-861 (для дизельных двигателей) или модифицированым прибором КИ-179 (для карбюраторных двигателей).
Коленчатый вал двигателя
Коленвал – это цельнометаллическая конструкция, имеющая своеобразную форму. С его помощью осуществляется сглаженная работа всех цилиндров. Например, при положении одного в верхней мертвой точке другой находится в нижней, а третий с четвертым – на подходе к ВМТ и НМТ соответственно. Между поршнем и коленчатым валом установлен шатун. Он подвижно закреплен с обоих краев. Когда проводится ремонт поршневой группы, обязательно заменяются вкладыши на месте соединения шатуна с коленчатым валом.

Скольжение шатуна на коленчатом валу обеспечивают вкладыши с канавками. По ним поступает масло, которое смазывает поверхности и уменьшает трение. Коленвал с одной стороны имеет маховик – тяжелый сбалансированный металлический диск, который позволяет избавиться от незначительных вибраций, возникающих при работе. С другой стороны устанавливаются шкивы для привода газораспределительного механизма и дополнительного оборудования (ГУР, компрессор кондиционера, электрический генератор, и пр.).
Тюнинг ЦПГ или стандарт?
Хочу сразу отметить, что установка ЦПГ увеличенного объема (тюнинг) сокращает ресурс двигателя. Сильно или несильно это уже отдельный вопрос, но сокращает. Учитывая в целом небольшой ресурс китайских моторов для скутеров, возможно, для кого-то вопрос о его уменьшении окажется критически важным.
Что дает установка установка ЦПГ увеличенного объема (тюнинга) на скутер?
- Увеличение крутящего момента двигателя!
- Увеличение мощности двигателя — как следствие увеличения крутящего момента.
Какие негативные воздействия оказывает тюнинг ЦПГ?
- Повышенная нагрузка на узлы трансмиссии, особенно на вариатор и ремень вариатора;
- Повышенная нагрузка на подшипники коленвала и подшипник шатуна;
- Увеличение расхода топлива (не всегда, сильно зависит от стиля езды и условий эксплуатации);
- Высокие требования к качеству смазочных материалов.
Хочу отметить, что тюнингом скутера нужно заниматься комплексно, только при общем тюнинге всех систем скутера (карбюратор, вариатор, выхлоп, коммутатор) вы сможете получить максимальную отдачу от установки тюнинг-ЦПГ. А вот поставить 70 сс взамен 50 на 139QMB это практически необходимость, потому как на 50-ти кубовой ЦПГ 139-й мотор ну совсем не тянет.
Шатун поршня: назначение, конструкция, основные неисправности
Рассмотрим конструкционные особенности шатуна поршня, основные проблемы, которые могут возникать при его работе, и способы их профилактики. Шатун передает энергию от поршня к коленчатому валу. При этом он совершает два вида движения: круговое и возвратно-поступательное. Первое происходит в месте соединения его нижней головки с коленвалом, второе – в зоне соединения верхней головки с поршнем. Вследствие такой конструкции шатун постоянно испытывает высокие нагрузки во время работы.
Шатун поршня состоит из следующих элементов.
Поршневая головка
Верхняя (поршневая) головка представляет собой цельную неразборную конструкцию, которая соединяется с поршнем при помощи пальца: плавающего или фиксированного.
В верхней головке плавающего пальца обычно расположены бронзовые или биметаллические втулки. Если их нет, палец свободно двигается в отверстии головки шатуна. Для того, чтобы данный механизм функционировал нормально, ему требуется достаточное количество смазки.
Чтобы обеспечить необходимый уровень натяга, фиксированный палец вставляется в цилиндрическое отверстие меньшего диаметра.
Так как на верхнюю головку действуют очень высокие нагрузки, она имеет трапециевидную форму. Это позволяет увеличить опорную поверхность при работе поршня.
Кривошипная головка
Нижняя (кривошипная) головка соединяет коленчатый вал и шатун. Многие шатуны обладают разъемной кривошипной головкой, что зависит от метода сборки двигателя. Крышку головки с шатуном соединяют болты, штифты или бандажное крепление.
На каждый шатун можно установить только ту крышку, которой он оснащался с завода, так как она обладает определенным весом и размером. При ремонте данную деталь заменить нельзя.
По расположению стержня головка может быть прямой или косой. Последняя характерна для V-образных двигателей и используется для уменьшения размеров силового агрегата.
Покрытие может наноситься как на заводе-изготовителе, так и при дальнейшем обслуживании двигателя в условиях гаража или автосервиса. Для защиты подшипников скольжения и других деталей силового агрегата оптимально подходит антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Чаще всего его применяют на юбках поршней, дроссельных заслонках, вкладышах распредвала, подшипниках скольжения.
MODENGY Для деталей ДВС обладает следующими преимуществами:
- Имеет широкий диапазон рабочих температур: от -70 до +260 °C
- Повышает КПД двигателя
- Снижает трение и износ
- Защищает детали от задиров в режиме масляного голодания
- Снижает расход топлива
- Отверждается при комнатной температуре
Совместно с покрытием рекомендуется использовать Специальный очиститель‑активатор MODENGY. Он не только убирает разнородные загрязнения с поверхностей, но и образует пленку, улучшающую адгезию покрытия с основанием.
Силовой стержень
Силовой стержень многих шатунов имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях используются более прочные и массивные детали, чем в бензиновых. В спорткарах устанавливаются шатуны, изготовленные из алюминия. Благодаря такому решению снижается масса автомобиля.









Все шатуны должны иметь одинаковый вес, в противном случае усилятся вибрации при работе силового агрегата.
Из чего изготавливают шатуны?
Каждый производитель стремится уменьшить вес деталей КШМ и снизить производственные затраты. Но так как на шатуны в процессе работы двигателя воздействуют высокие нагрузки, уменьшать их массу нежелательно – это может пагубно отразиться на прочности изделий.
При массовом производстве шатуны для бензиновых двигателей изготавливают из специального чугуна методом литься. Это позволяет добиться практически идеального соотношения прочности и стоимости деталей.
В дизельных силовых агрегатах шатуны испытывают более высокие нагрузки, поэтому их производят из легированной стали методом горячей ковки или горячей штамповки. Получаемые детали прочнее, но при этом дороже литых.
В мощных автомобилях и спорткарах используются шатуны из титановых и алюминиевых сплавов. Они в два раза легче стальных и чугунных, что позволяет снизить вес двигателя и увеличить его оборотистость.
Большое значение играет конструкционный материал, из которого изготовлены болты крепления крышки шатунной головки. Их производят из высоколегированной стали, предел текучести которой в 2-3 раза больше, чем у обычной углеродистой.
Почему шатуны выходят из строя?
Основной причиной выхода шатунов из строя является износ деталей. Верхняя головка редко подвергается ремонту, а рабочий ресурс втулки нередко оказывается равен ресурсу самого двигателя.
Как подбирать новые поршни?
Подбор поршней необходимо осуществлять в соответствии с ремонтным размером цилиндров. Цифра, на которую увеличивается диаметр детали, выбивается на ее днище. Каждый поршень подбирается индивидуально для получения зазора нужного размера. Его величина определяется путем протягивания специальной ленты-щупа между цилиндром и поршнем. Делается это при помощи динамометра с противоположной от разреза юбки стороны. Усилие на приборе при движении щупа сквозь зазор не должно превышать установленных пределов.
Более простой способ – это подбор поршня с расчетом на то, чтобы деталь свободно проходила по всей глубине цилиндра при легком нажиме руки, но не перемещалась под тяжестью собственного веса при вертикальном расположении цилиндра.
Помимо зазора, при подборе поршней нужно учитывать их вес. Максимальная разница в весе поршней одного комплекта не должна превышать 5 грамм.
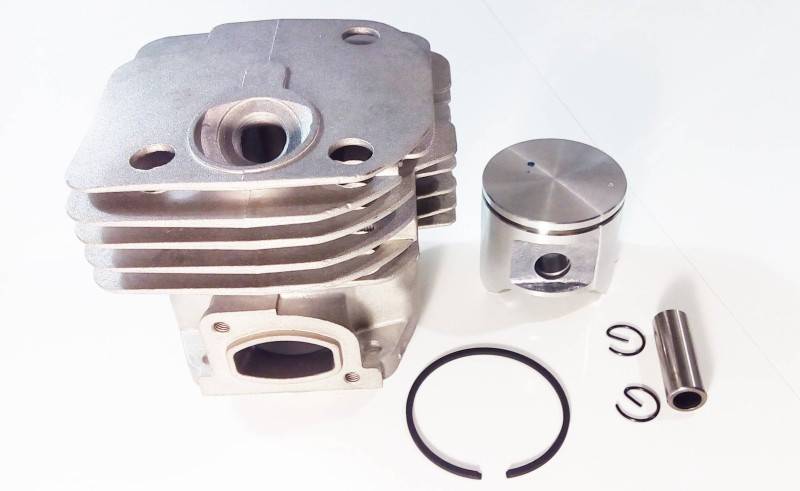
Замена поршневой группы в бензопиле или триммере
Ремонт такового уровня должен быть всегда взвешенным. Как правильно установить кольца на поршень двухтактного В установке колец на поршень. В таких маленьких движках, работающих на завышенных оборотах, подмена 1-го поршня, который прогорел либо заклинил, даёт не длинный итог и по мере надобности нужно поменять всю поршневую группу. Поэтому необходимо продумать, пользоваться ли этой пилой дальше или приобрести новую пилу.
Если это профессиональная модель, то такой ремонт стоит проводить, но если это старая бытовая модель типа Husqvarna 40 и она проработала больше десяти или двенадцати лет, её ремонтировать невыгодно. Потому как её ремонт обойдётся, столько — же, как и приобретение новой пилы, пускай не Husqvarna, но на PARTNER P350XT CHROME, стоимостью в 165 точно хватит. Причём продаёт такие пилы фирма Husqvarna, поскольку PARTNER, является её дочерней фирмой.
Но если Вы все-таки решили ремонтировать бензопилу или триммер, то вам необходимы оригинальные запчасти, которые стоят не дёшево. При правильной эксплуатации двигателя первый ремонт может наступить не скоро и заменить придётся только поршневое кольцо или кольца, в зависимости от модели. Но если пилу заклинило, то менять необходимо всю поршневую группу – цилиндр, поршень и кольца.
Надо заметить, что бензопилы Хускварна 136/141 имеют приблизительно ресурс 500-600 моточасов, Хускварна 340/350 — 1000-1200 моточасов, профессиональные бензопилы не менее 2000-2500 моточасов, при условии строгого соблюдения инструкции по эксплуатации. На самом деле опираться на эти цифры нельзя, так как реальный ресурс может значительно отличаться как в большую, так и в меньшую сторону. Но примерно можно сказать что полупрофессиональные пилы работают в 3-4 раза дольше любительских, а профессиональные до 10 раз и более.
Конечно, ничего нет вечного, но одно дело если вы меняете поршневую группу, после долгих лет эксплуатации и она отработав свои моточасы, полностью себя окупила, а другое дело, что эту пилу заправили например одним бензином, без масла, и её заклинило. Такую пилу приходится ремонтировать, так как все остальные детали нормальные.
Многие фирмы специально завышают стоимость запасных частей, чтобы покупались новые модели. На бензопилы и триммеры, например, фирмы Stihl, запчасти имеются в большем ассортименте, нежели на Husqvarna. Поэтому выбирая определённую модель узнавайте как обстоят дела с запчастями. РВТ
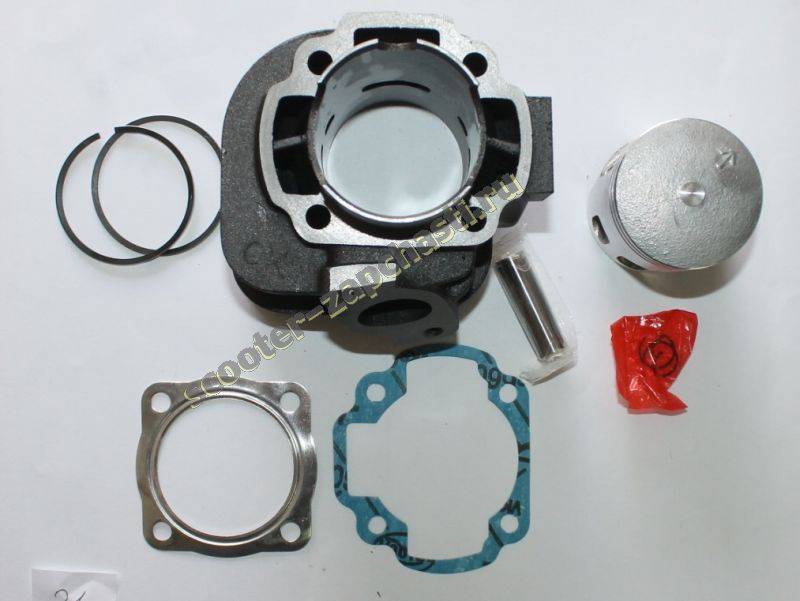
Как правильно установить кольца на поршень двухтактного скутера
В установке колец на поршень двухтактного скутера, впрочем как и четырехтактного, нет ничего сложного, и многим это известно. Но большинство скутеристов, которые только недавно приобрели подобную технику, не имеют даже представления о том, как заменить поршневую на скутере, как правильно установить кольца на поршень, куда должна смотреть стрелка на поршне и многое другое. В этом уроке, я расскажу вам как правильно одеть кольца на поршень и собрать поршневую на место. Так как до этого о четырехтактных двигателях мы уже говорили, тут речь пойдет только о двухтактных двигателях.Итак, наша поршневая износилась и требует замены. Изнашиваются прежде всего кольца и поршень, и менять обычно нужно только их. При сильном износе поршневой, требуется растачивать цилиндр. Расстачивается он также в том случае, когда поршень клинит в цилиндре, образуя глубокие царапины на стенках последнего. Ничего страшного в этом нет, и если ваш новый цилиндр прошел правильную расточку (за которую нужно будет выложить всего лишь около 10), ему потребуется уже ремонтный комплект колец с новым поршнем. Такие кольца обозначаются маркировкой 0,25. Вторая расточка соответственно 0,5 и т.д. до единицы. После покупки поршня, его нужно собрать. В комплекте, как правило, вы найдете сам поршень, два компрессионных кольца, третье тонкое гофрированное кольцо (о его назначении дальше), поршневой палец и два стопорных кольца поршневого пальца