Мокрая гильза
Стоимость шлифовки колен. вала, ГБЦ, ремонта блоков цилиндров
Поскольку мокрые гильзы обеспечивают лучший отвод тепла, такие гильзы применяют в форсированных двигателях. Мокрые гильзы, в частности, имеют тракторный дизель СМД-14 ( рис. 314), автомобильные карбюраторные двигатели М-24, ЗИЛ-130 и др. Изношенные мокрые гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси.
Поскольку мокрые гильзы обеспечивают лучший отвод тепла, такие гильзы применяют в форсированных двигателях. Мокрые гильзы, в частности, имеют тракторный дизель СМД-14 ( рис. 35), автомобильные карбюраторные двигатели ГАЗ-21 ( рис. 36, 37), ЗИЛ-130 ( см. рис. 22) и др. Изношенные мокрые гильзы в большинстве случаев не ремонтируют ( расточка и шлифовка), а заменяют новыми без снятия двигателя с шасси.
При установке мокрой гильзы в блок-картер добиваются, чтобы охлаждающая жидкость не попадала в поддон картера и в цилиндр и чтобы обеспечивалась возможность свободного изменения длины гильзы при ее нагревании и охлаждении.
При использовании мокрых гильз достигаются следующие преимущества: упрощается литье блок-картеров, имеется возможность применения более износостойких материалов, повышается теплоот-вод и уменьшается неравномерность нагрева, снижается трудоемкость ремонта.
В стенках мокрых гильз при изменении положения шатуна п направления действия нормальных сил возникают динамические деформации, вызываемые ударами поршня при его перекладке в в. Амплитуда ударных сил во многом зависит от зазора в паре поршень — гильза п от профиля поверхности поршня но высоте.
Верхний фланец мокрой гильзы двигателя ГАЗ-21 входит в проточку блока и через прокладку надежно зажимается головкой цилиндров; в нижней части гильза уплотняется кольцевой прокладкой из маслоупорной резины.
| Продольный разрез двигателя ГАЗ-21. / — блок-картер. 2 — мокрая гильза. 3 — поршень с юбкой облегченного типа. |
В блок-картере мокрую гильзу устанавливают в двух направляющих поясах ( см. рис. 22, 35), причем диаметр верхнего направляющего пояса выполняют несколько большим, чем диаметр нижнего.
В блок-картере мокрую гильзу устанавливают в двух направляющих поясах ( см. рис. 308 и 314), причем диаметр верхнего направляющего пояса выполняют несколько большим, чем диаметр нижнего.
На наружной поверхности мокрой гильзы имеются два точно обработанных пояса. Посадка верхнего пояса гильзы выполнена с зазором, чтобы предохранить металл от трещин при тепловом расширении. Верхним поясом гильза опирается на поверхность выточки в рубашке цилиндра. Для предохранения от прорыва газов стык между головкой блока, гильзами и рубашкой цилиндров уплотняется общей алюминиевой, стале — или медноасбестовой прокладкой. При обжатии шпильками головки блока или крышки прокладка деформируется и уплотняет соединение. Нижняя часть мокрой гильзы цилиндра не может быть уплотнена жестко, так как она в процессе работы двигателя нагревается и удлиняется. Здесь применяют подвижную посадку, предохраняющую гильзовую втулку от деформации.
Уплотнение нижнего стыка мокрой гильзы и блока достигается обычно с тгомощыо двух резиновых колец 1 ( рпс.
Блок цилиндров с мокрыми гильзами всегда легче, чем блок-картер, отлитый как одно целое с цилиндрами; однако стоимость его изготовления может быть более высокой. Преимуществом такой конструкции блока цилиндров является устранение брака при литье вследствие нарушения геометрии формы и неравномерности толщины стенок отливки. Благодаря этому обеспечивается более равномерное охлаждение цилиндров, беспрепятственная циркуляция охлаждающей воды и устранение явлений неравномерного нагрева стенок.
| Уплотнительная прокладка из листов мягкой стали.| Уплотнение газового стыка при помощи кольцевых канавок. |
Для этого торец фланца мокрой гильзы / располагают на 0 05 — 0 30 мм выше верхней плоскости блока 2 ( рис. 63, б), что уменьшает площадь контакта, на которую передается большая часть сил затяжки крепежных шпилек ( или болтов) головки блока.
| Заготовки автомобильных и тракторных гильз. |
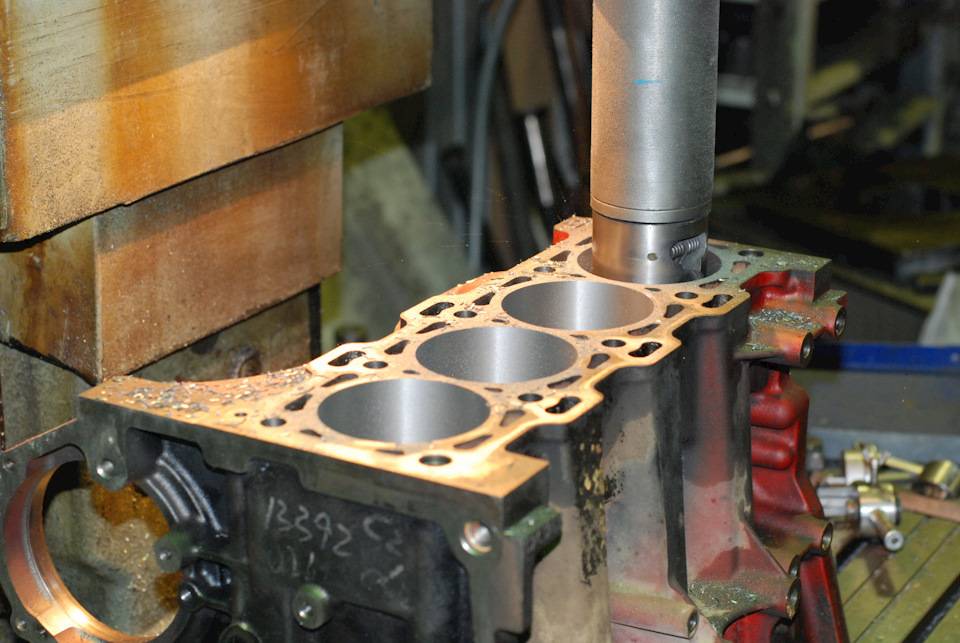
Метод горячего гильзования
Он является более качественным. В основе этого метода лежит использование разницы температур деталей. Сначала обрабатываем втулку особым составом для предотвращения образования конденсата во время установки. Блок нагреваем до 150°, потом в гнездо вставляем втулку, которая охлаждена с применением жидкого азота.
Цилиндры, изготовленные из галникала, предварительно не растачиваем. Гильзовка втулок из алюминия делается с помощью запрессовки.
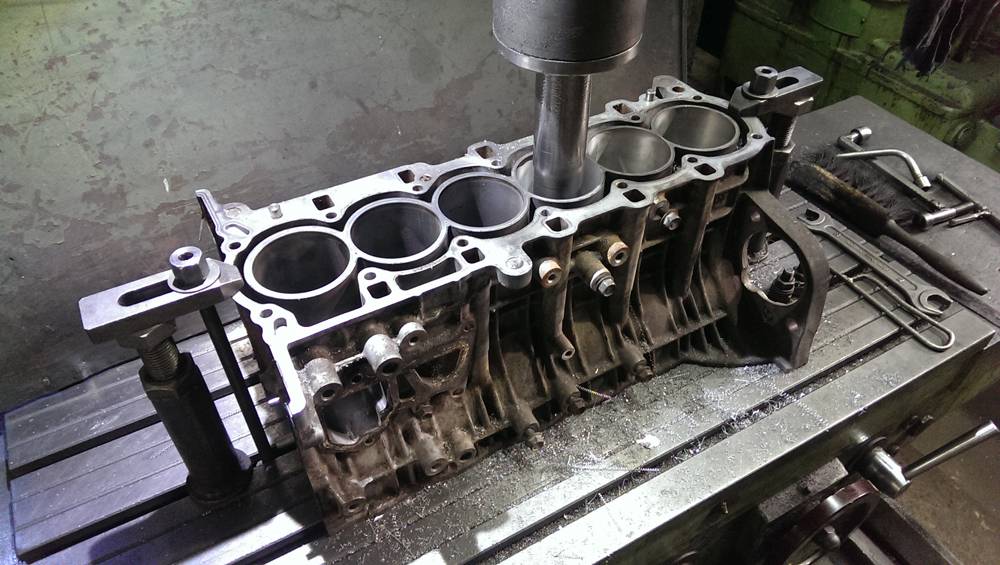
Метод запрессовки
При использовании этого метода гильзовка блока цилиндра проходит в несколько этапов:
- нагреваем блок до высокой температуры,
- охлаждаем втулку в азоте;
- напыляем герметик в гнездо;
- запрессовываем втулку в отверстие.

Долговечность мотора в автомобиле во многом зависит от качества ремонта. Если все выполнено в соответствии с технологией, соблюдены все рекомендованные параметры, восстановленный двигатель еще пробежит многокилометровую дистанцию.
Трещины в гильзе блока цилиндров
Рассмотренная выше проблема вызывает образование микротрещин на поверхности гильзы. Но могут и более серьезные повреждения возникнуть на детали, если мотор эксплуатируется в агрессивном режиме или с нарушением правил эксплуатации. Например, к образованию трещин на гильзе приведут:
- Использование низкокачественного топлива, либо топлива, которое не рекомендуется производителем двигателя;
- Агрессивный старт на повышенных оборотах;
- Частое движение автомобиля при повышенных оборотах;
- Движение на непрогретом двигателе;
- Использование низкокачественного моторного масла;
- Некачественно выполненные ремонтные работы, связанные с двигателем.
Помимо факторов, которые зависят от водителя автомобиля, также стоит отметить, что образование трещин в гильзах возможно по причине производственного брака.
Есть ряд симптомов, которые указывают на наличие трещин на гильзах блока цилиндров:
- Снижение мощности автомобильного двигателя;
- Образование эмульсии в моторном масле и расширительном бачке;
- Неправильный температурный режим при отсутствии проблем с термостатом;
- Запах выхлопных газов из расширительного бачка.
Если имеют место быть перечисленные симптомы, рекомендуется прекратить эксплуатацию такого автомобиля и направиться на СТО, где специалисты смогут провести диагностику и определить наличие или отсутствие трещин на гильзах.
Для диагностики трещин гильзы блока цилиндров используются методы:
- Рентгенография — исследование двигателя при помощи специального оборудования;
- Внедрение красящих химических растворов с целью обнаружения наличия трещин.
Если в гильзе блока цилиндров образовались трещины, она не подлежит ремонту, и потребуется замена детали.
Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Это интересно: Новый Инфинити Q70 с фото
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.
Что такое гильзовка блока цилиндров

В ситуации, когда просто расточить блок цилиндров нельзя по конструктивным причинам, может потребоваться выполнение гильзовки. Под гильзовкой понимается установка непосредственно в цилиндр полой гильзы, которая чаще всего выполняется из чугуна. Такая гильза имеет округлую форму и, по сути, она будет взаимодействовать с поршнем при работе мотора.
Во время гильзовки блока цилиндров специальная гильза запрессовывается внутрь под температурой, чтобы она держалась максимально крепко. Во время работы гильза берет весь удар на себя, в чем и состоит смысл ее использования. Соответственно, когда ее ресурс работы подойдет к концу, гильзу можно будет просто достать и на ее место поставить новую. Правда, скорее всего, к этому моменту потребуется заменить и поршни с кольцами.
Стоит отметить: Чаще всего подобные гильзы выполняются из легированного серого чугуна, даже если сам блок цилиндров алюминиевый. Но бывают исключения. В некоторых ситуациях специалисты не рекомендуют устанавливать чугунные гильзы в алюминиевый блок цилиндров.










(422 голос., средний: 4,53 из 5)
1.2 Мероприятия по обеспечению нормальных санитарно-технических условий
В процессе труда человек вступает во взаимодействие с предметами, орудиями труда и другими людьми. Кроме того, на него воздействуют различные факторы производственной обстановки, в которой протекает труд. Все это в совокупности характеризует определенные условия труда человека. От условий труда в большей степени зависят здоровье и работоспособность человека, его отношение к труду и его результаты, поэтому улучшение условий труда придает очень большое значение.
Если системами, противодействующими воздействиям вредных факторов на организм, не обеспечиваются нормативные параметры вредных выделений в рабочей зоне, то необходимо выдавать рабочим средства индивидуальной защиты.
Многие производственные процессы сопровождаются выделением в воздух рабочей зоны различного рода загрязнений и тепловых излучений. Вредные вещества проникают в организм человека главным образом через дыхательные пути, а также через кожные покровы и слизистые оболочки.
Для защиты органов дыхания от вредных газов и паров, присутствующих в воздухе в концентрациях, не превышающих ПДК более чем в 15 раз, рекомендуется противогазовый респиратор РПГ-67.
Глаза необходимо защищать при работе с концентрированными химическими веществами, а также при эксплуатации шлифовального и полировального оборудования. Для защиты глаз пригодны полузакрытые или герметичные очки с обыкновенными или коррегирующими бесцветными безосколочными стеклами. Для защиты глаз от пыли и брызг едких жидкостей рекомендуются очки типа ЗПС-80, ЗП2–80, ЗПЗ-80.
Огромное значение для нормализации воздушной среды при восстановлении гильз имеет вентиляция, с помощью которой можно достичь удаления загрязненного или нагретого воздуха из помещений и подачей в него свежего воздуха.
В зависимости от способа перемещения воздуха различают вентиляцию естественную и механическую.
При естественной вентиляции воздух поступает и удаляется через щели, окна, двери и т.п. Если перемещение воздуха производят с помощью вентиляторов, то такую вентиляцию называют механической. В зависимости от направления потока воздуха вентиляция бывает приточной и вытяжной. По зоне действия различают общеобменную, местную и смешанную вентиляции.
Местную механическую вентиляцию проектируют в случае фиксированных мест вредных выделений в конструкции оборудования или технологического процесса. У гальванических ванн, абразивно-заточного и другого оборудования, имеющего места интенсивного вредного выделения, проектируют зонты, бортовые, щелевые и другие устройства для их местного удаления. Кроме того, в помещениях с таким оборудованием проектируют общеобменную вентиляцию, чтобы уменьшить концентрацию загрязнений в окружающем воздухе.
Правильное проектирование и рационально выполненное освещение помещений на предприятии оказывает положительное влияние на работающих, способствует повышению качества продукции, благоприятствует более высокой производительности труда, обеспечению его безопасности, снижает утомляемость и травматизм на производстве, сохраняет высокую трудоспособность в процессе труда.
Учитывая это, рационально использовать смешанное освещение, в котором будет сочетаться естественное, а именно боковое односторонне освещение и искусственное (рабочее) освещение.
К рациональному освещению будут предъявляться следующие требования: соблюдение норматива освещенности, равномерное распределение светильников; в поле зрения не должна быть прямой и отраженной блеклости. Нормы освещенности для различных помещений ремонтных предприятий указаны в справочной литературе .
Большое влияние на самочувствие работающих оказывает шум, создаваемый оборудованием
Сильный шум вызывает перегрузку слухового аппарата, слуховое утомление, понижает внимание, воздействует на элемент центральной нервной системы, что может содействовать возникновению несчастного случая
Причиной возникновения шума является вибрация. Для снижения вибрации, воздействующей на работающих, применяют следующие методы: ослабление вибрации в источнике, применение средств виброзащиты; расположение станков на 1-м этаже помещения, на отдельных фундаментальных плитах; применение амортизаторов (резиновой прокладки).
Одним из важнейших мероприятий является соблюдение требований техники безопасности рабочими при работе на станках: чистку, смазку, регулировку механизмов и установку деталей производить при остановленном станке с выключенным электродвигателем; измерения и другие рабочие приемы производить только при остановленном станке; запрещается работать на неисправном станке и т.д.
Растачивание
Ремонт чугунных блоков цилиндров двигателя может выполняться и таким образом. Используют расточные стационарные и мобильные станки. Мобильные вертикально-расточные агрегаты крепят в процессе непосредственно к блоку. При этом для обработки первого и третьего цилиндров станок закрепляют сверху болтами, которые пропускаются через второй цилиндр. Перед тем как окончательно закрепить станок, шпиндель его тщательно центрируется с помощью кулачков. Резец настраивают на необходимый размер при помощи микрометра или нутромера.
Минусом растачивания считается необходимость последующей доводки – на поверхности без доводки остаются следы работы режущего инструмента. Доводку при ремонте блока цилиндров дизельного двигателя, бензиновых агрегатов выполняют в специальных или сверлильных станках. В более простых случаях можно обойтись электродрелью и доводочной головкой с абразивными камнями. В процессе любой доводки обрабатываемый цилиндр обильно поливают керосином.
В конце обработки конусность, а также эллипсность не должны быть более 0,02 мм. Алмазное растачивание выполняют твердосплавными резцами на малых подачах и больших скоростях. Лучше работать на специальных расточных станках.
Как проходит процесс расточки блока цилиндров?
Для проведения любых ремонтных работ с двигателем необходима его полная разборка.
Сначала специалист должен установить степень износа цилиндра и только после этого принимать решение о его проточке. Существует специальная система оценки, сводящаяся к проверке двух параметров элемента. Во-первых, это изменение первоначальных размеров верхнего поршневого кольца в верхней мертвой точке. Оно не должно превышать пяти сотых миллиметра. Во-вторых, оценивается изменение размера в точке соединения стенки цилиндра и юбки поршня. Его значение должно быть менее трех сотых миллиметра.
Если измерения подтверждают необходимость проточки. Блок крепится на специальном станке для проведения дальнейших работ. После проточки мастер приступает к финишной обработке стенок детали. Необходимо удалить все неровности, чтобы кольца и стенки быстрее притерлись друг к другу.
Под новые размеры приобретаются все запасные части, которые можно заказать на месте, – кольца, поршни. Производится их установка и сборка двигателя. Завершается ремонт проверкой работы узла в разных режимах.
В ходе работ по расточке цилиндров чрезвычайно важна высокая квалификация специалиста, их проводящего, а также точность оборудования. Кроме того, большое значение имеет чистота рабочих поверхностей.
В «Мегус-сервисе» работают специально обученные профессионалы с большим опытом проведения таких операций. Они способны обеспечить самое высокое качество ремонта двигателя, в том числе благодаря применению современного оборудования и расходных материалов первого класса.
Блок дизелей типа Д50.
В случае появления свищей и трещин у посадочного пояса блока двигателей типа Д50 его ремонтируют на заводе. Посадочное место в блоке растачивают и впрессовывают сменное кольцо 1 (рис. 48), изготовленное из стали. Для предупреждения появления трещин у блока расточенное место подвергают дробеструйному наклепу. Для экономии металла допускается контактная сварка кольца встык. Возможна постановка сменного кольца на эластомере ГЭН-150 (В) или эпоксидной смоле. Поверхность А после запрессовки проверяют по краске. Отпечаток краски по кольцу должен быть непрерывным, шириной не менее 3 мм\ допускается подшабровка. Между кольцом и блоком в месте Б пластина щупа толщиной 0,03 мм входить не должна.
Отремонтированный блок при помощи специального приспособления опрессовывают водой под давлением 2,5 кГ/см2 в течение 25 мин. На месте перехода воды из блока в цилиндровые крышки ставят резиновые кольца.
Рис. 48. Вставка сменного кольца и уплотнения гильзы при ремонте блока двигателя типа Д50:
У дизелей 1Д12 на цилиндрах после вырезки поврежденных мест устанавливают стальную накладку с уплотняющей прокладкой и укрепляют их болтами.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.

- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.





Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

Разница между чугунным и алюминиевым БЦ
Следует понимать разницу между чугунным и алюминиевым БЦ. Обычная цельная деталь КШМ двигателя, отлитая из чугуна, проблем с гильзованием не имеет. Хотя штатно в таких моторах стальные втулки устанавливаются редко, это успешно проводится вне правил заводского регламента.
Алюминиевые двигатели чаще снабжаются гильзой с завода. Они реже встречаются цельнолитыми. Но штатные втулки для литейного алюминиевого корпуса стоят дорого. Примерная цена гильзы цилиндров — 150 долларов. Это не столь заметно, когда нужно отремонтировать одно гнездо, но получается экономически нецелесообразным при полном восстановление гильз цилиндров.
Единственный оправданный способ — установка чугунных направляющих. Это успешно практикуется мотористами на территории стран бывшего СССР. Главное условие — обеспечить правильный натяг между втулкой и блоком
Перед установкой деталей также крайне важно провести грамотные комплексные замеры, подобрать тепловые зазоры и обеспечить необходимый отвод тепла

Производятся также блоки из алюминия, не рассчитанные на установку ремонтных поршней. Вернее говоря, изготовитель для них не выпускает ремонтных деталей. Но и такие блоки ремонтируются. Как правило, здесь используют посадочный поясок или специальное нагаросъёмное кольцо гильзы цилиндра.
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв «не расползался», засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ — самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся
Перед сваркой засверливаем концы разлома — так предотвратим его «расползание». Засверливаем под углом 90 градусов.
БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.

SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.

Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно — это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.
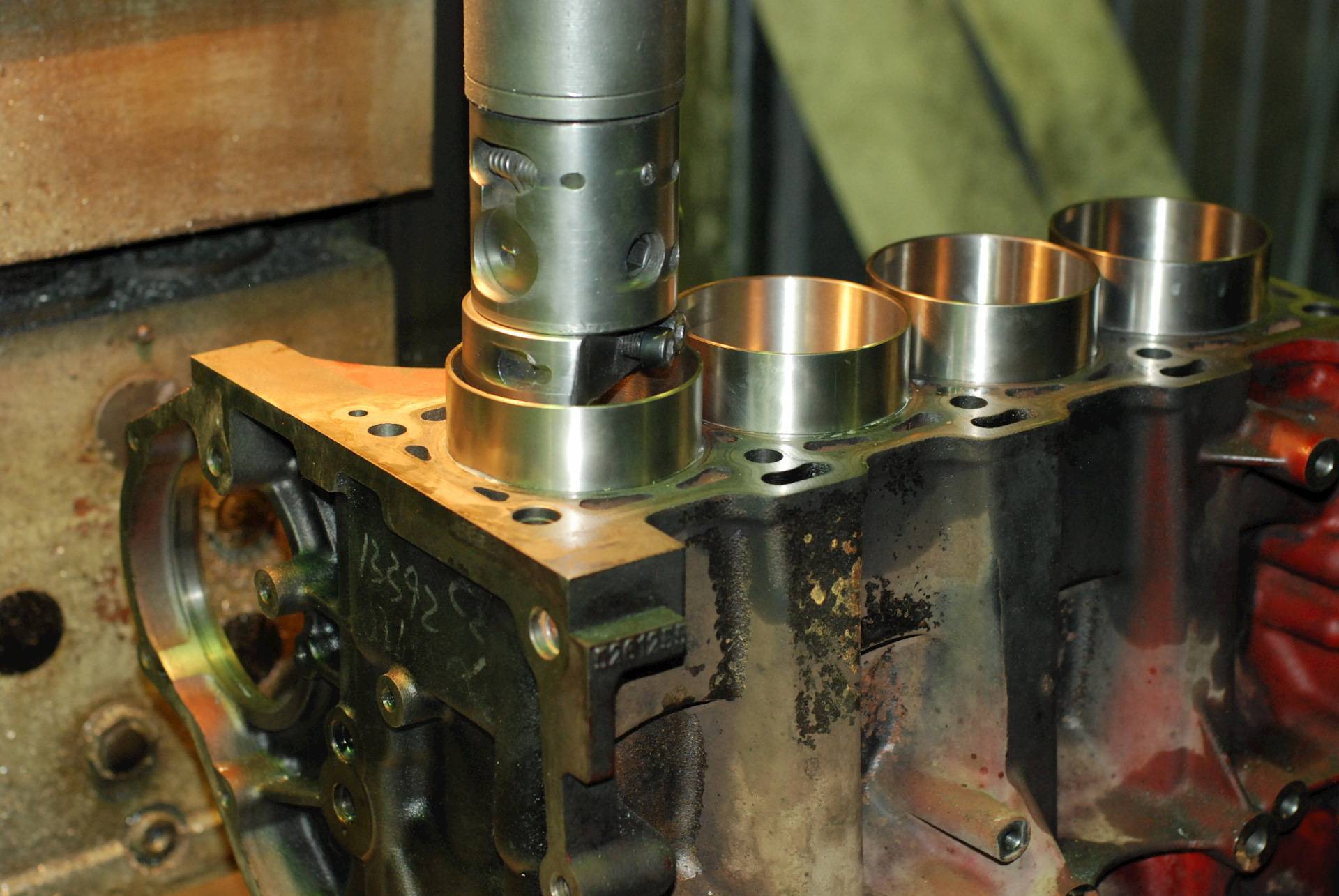
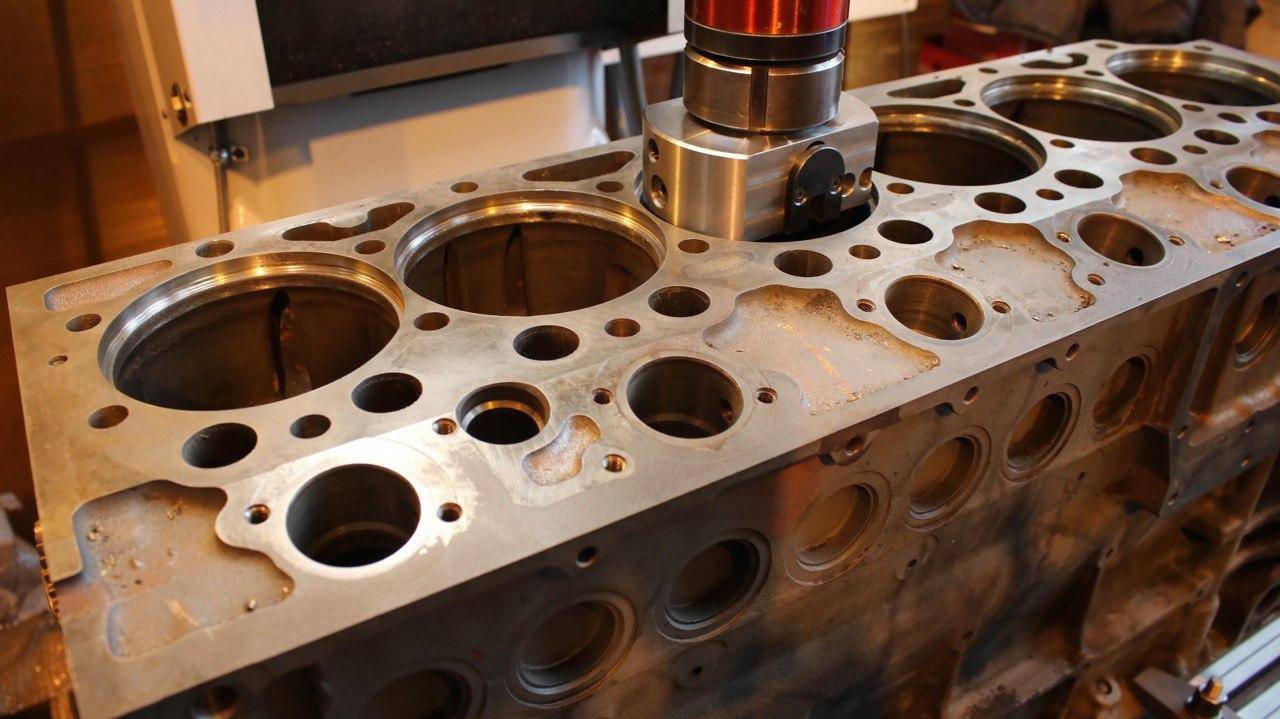
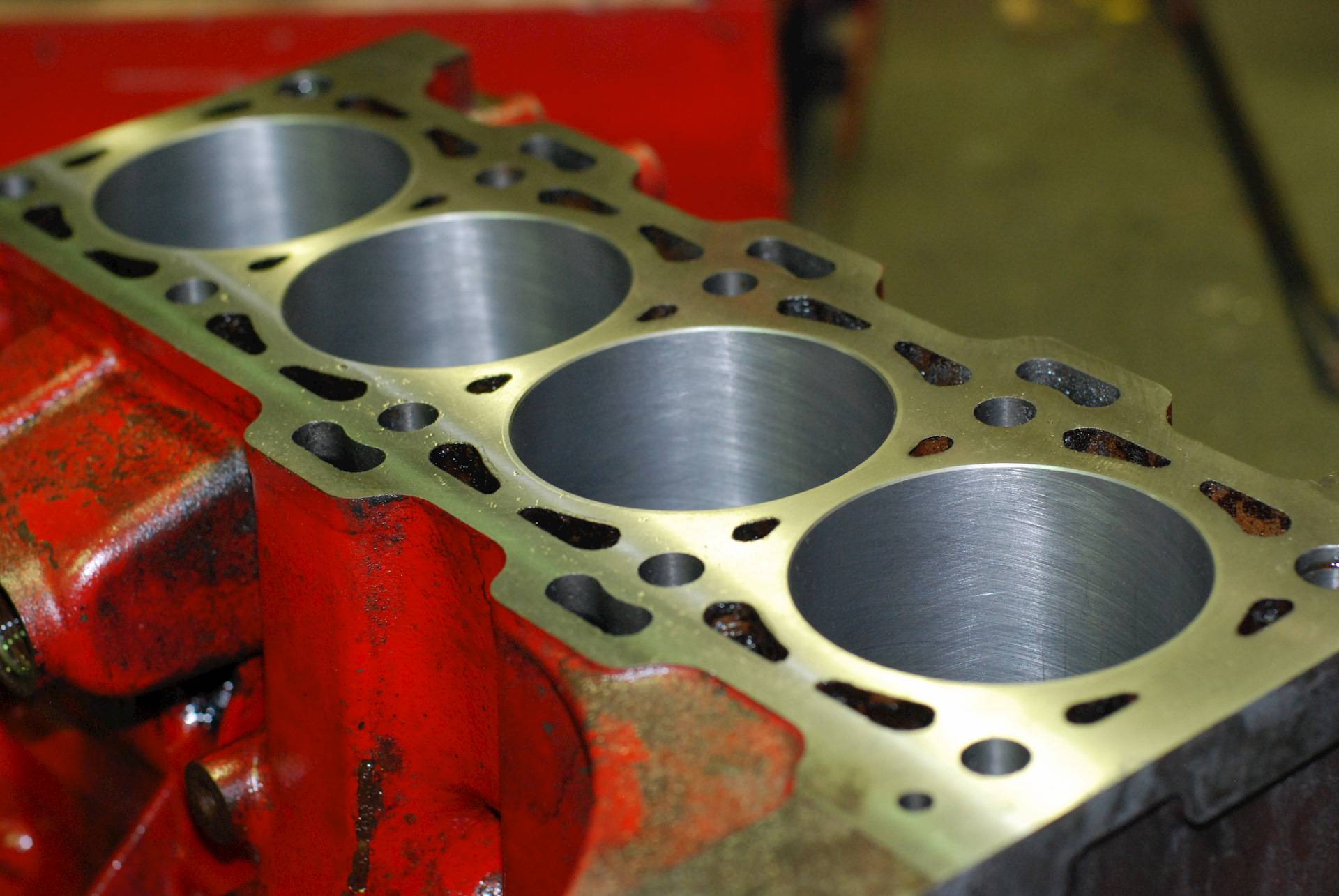
Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
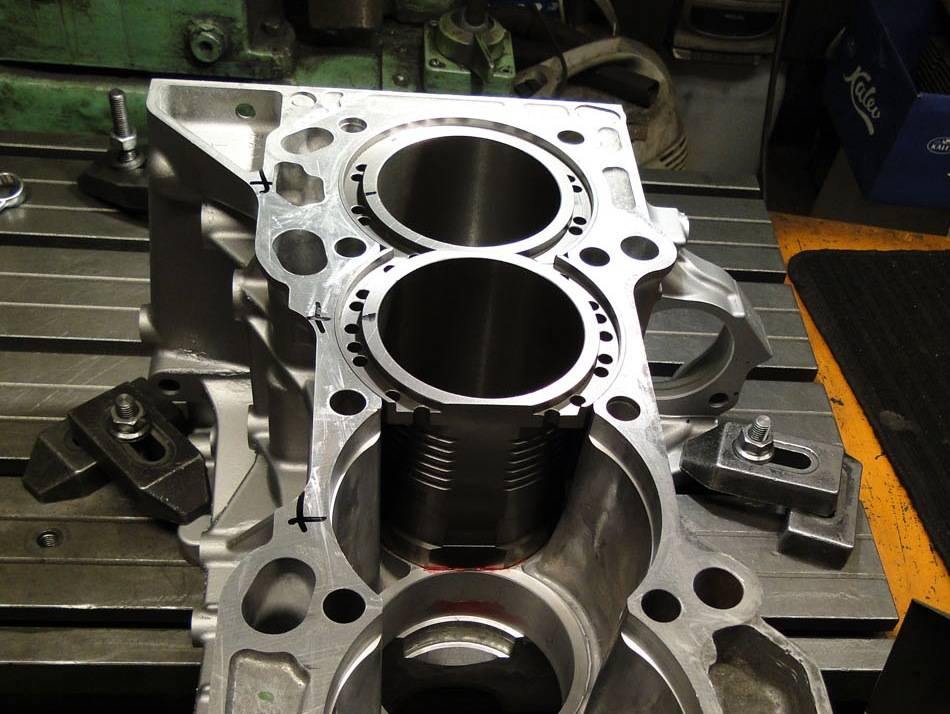
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
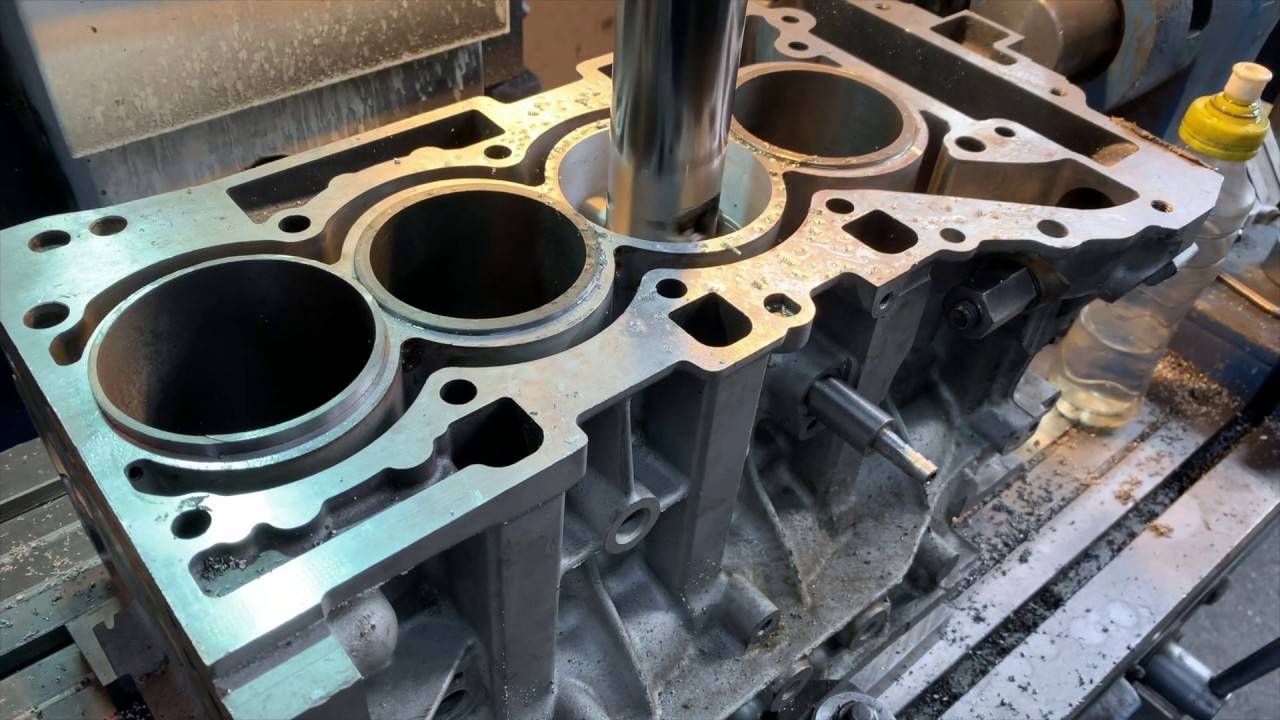
МЫ ОСУЩЕСТВЛЯЕМ ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место. Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.





Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ — MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого. Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей
Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора. Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.