Зачем проводится расточка
Можете называть процедуру расточкой, проточкой или шлифовкой. От этого суть никак не меняется.
Такие манипуляции считаются весьма эффективным методом, направленным на увеличение срока службы элемента тормозной системы. Параллельно повышается уровень безопасности при эксплуатации транспортного средства. Ведь вне зависимости от скорости движения и стиля вождения, даже у самых аккуратных и медленных водителей тормоза подвергаются постепенному износу, выработку и пр. В итоге появляются бороздки, неровности и прочие нежелательные деформации.
Чтобы избавиться от них, и вернуть диску прежнюю эффективность, делается проточка. Избежать резких торможений, воздействия влаги, перегрева и появления коррозии практически невозможно.

Ошибочно считать, что редкое использование авто продлевает срок службы узлу. Напротив, чем больше машина стоит, тем быстрее образуется ржавчина, тормоза закисают и приходят в негодность.
Если на тормозах имеется выработка, неровности, бороздки и шероховатости, это негативно сказывается на зеркале диска. Также продукты выработки начинает активнее разрушать элемент. Не делая проточку и не меняя тормоза, вы рискуете в один момент оказаться попросту без них. В итоге машина не сможет затормозить. Про возможные последствия утраты тормозного узла говорить вряд ли стоит.
Рекомендуем: Диагностируем неисправности и ремонтируем расширительный бачок своими руками
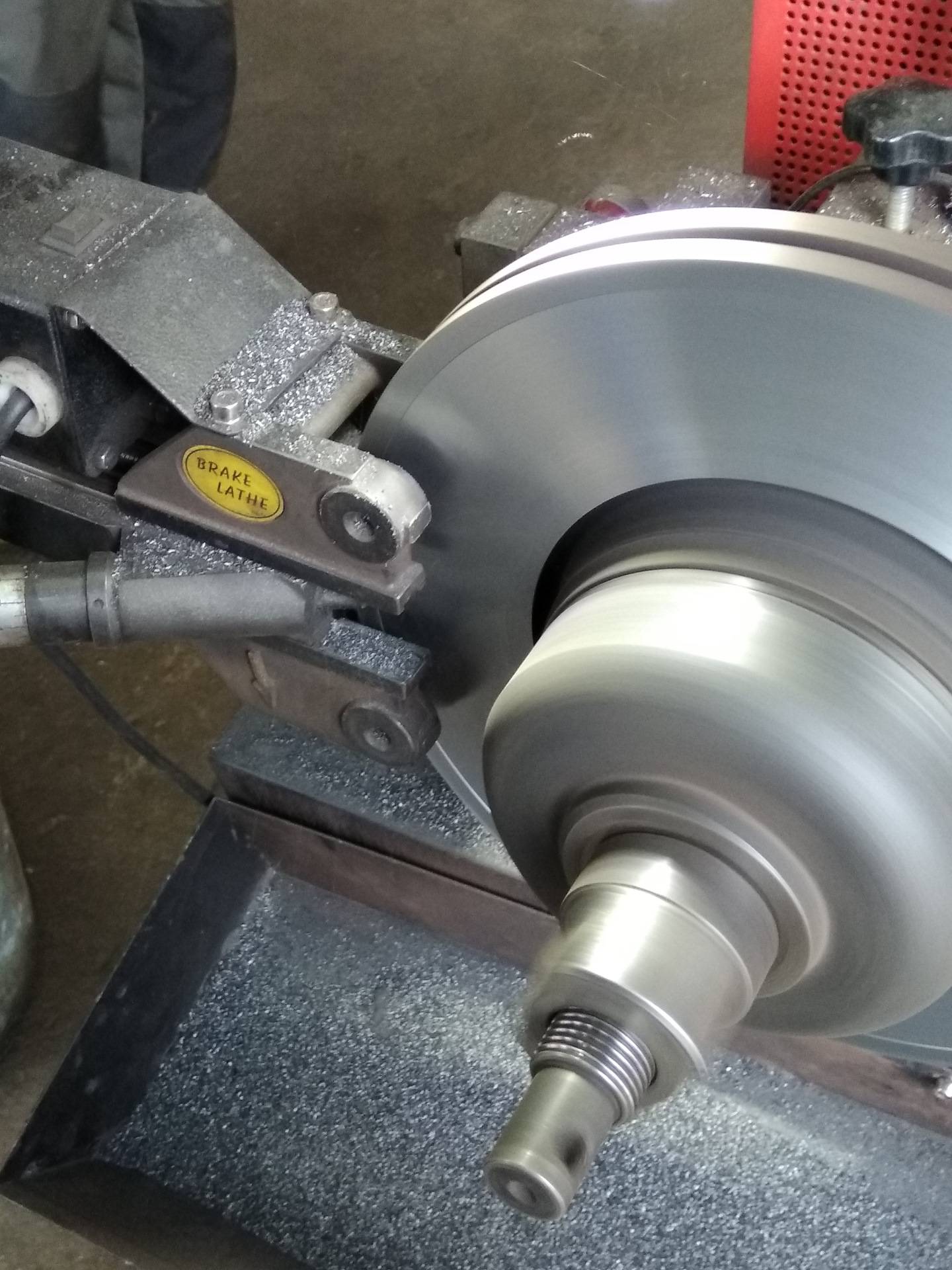
Потому в ход идет специальное приспособление, используется профессиональное оборудование и самодельный станок. Некоторые затачивают диски с помощью старых колодок, болгаркой и простыми абразивными дисками. Другие проделывают манипуляции на токарном станке, отчего идет рябь.

Виды и технология обработки
Для устранения дефектов на диске своими руками существует две технологии обработки. Первая из них – расточка, производится для увеличения диаметра его рабочей поверхности. Такая процедура помогает избавиться от буртика, появляющегося в том случае если фрикционные накладки колодок, не захватывают при торможении всю площадь диска.
Вторая технология обработки – проточка, которую делают для устранения поверхностных дефектов: возникшего слоя ржавчины или окалины, неравномерной выработки в виде глубоких борозд. В этом случае необходимо учитывать размер снимаемого слоя исходя из минимально допустимой толщины, рекомендованной для данной марки тормозных дисков.
В недалеком прошлом был только один вид устранения дефектов своими руками на данных элементах тормозов – их обработка на стационарном токарном станке.
Для этого приходилось производить их предварительное снятие с автомобиля. В этом случае очень сложно было соблюсти при устранении дефектов необходимые балансировочные параметры. Но были специалисты, которые с этим справлялись – такие как на этом видео.
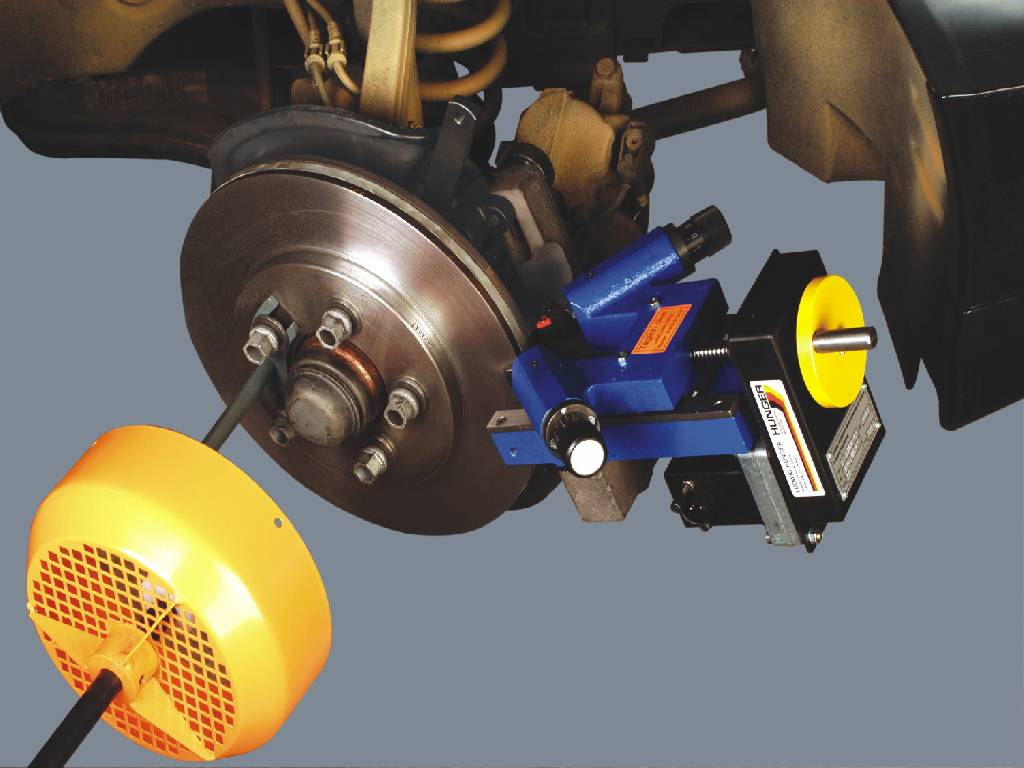
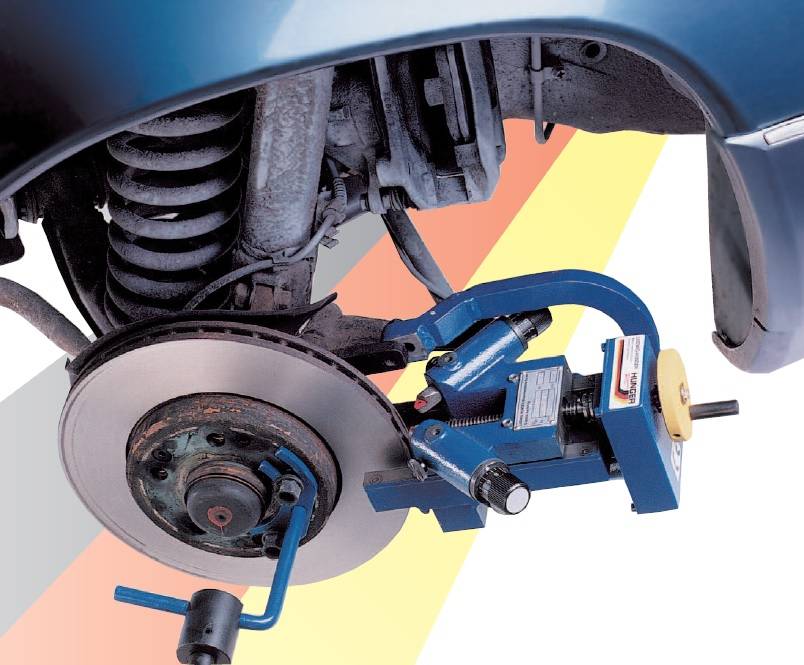
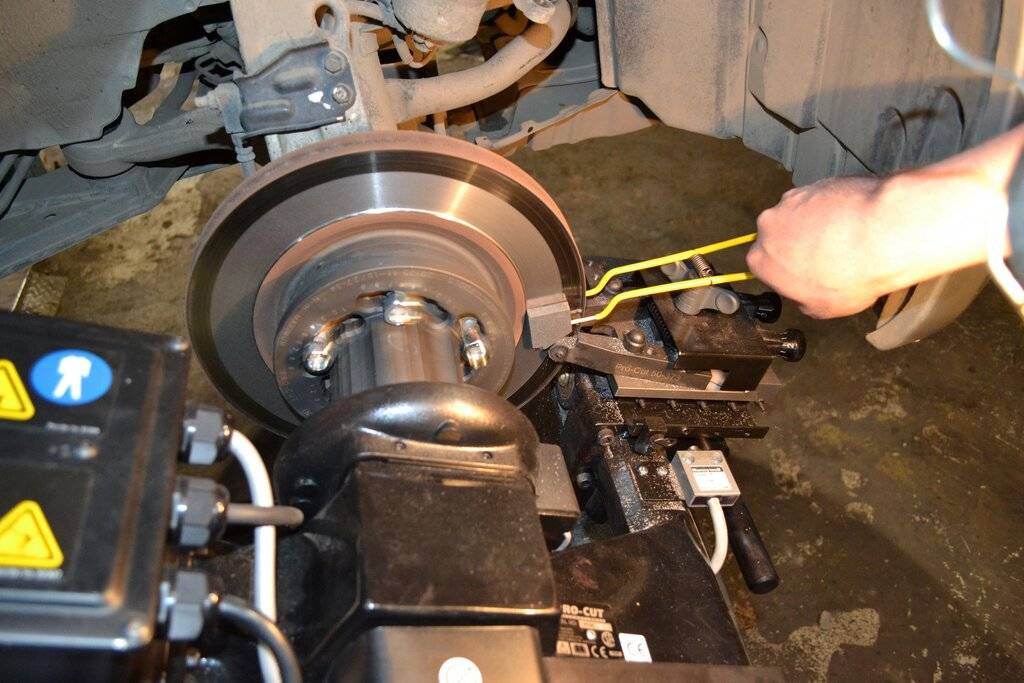
Сейчас есть технологии и специальные станки, позволяющие это сделать, не снимая передних и задних дисков с автомобиля.
На таком оборудовании очень просто выдержать необходимую балансировку и требуемую толщину рабочей поверхности, ведь на нем данные параметры устанавливаются как вручную, так и автоматически. Более наглядно это можно увидеть на приложенных видео.
Варианты самостоятельной проточки
Поскольку цена на услуги по профессиональной проточке многих пугает, некоторые автомобилисты задумываются относительно самостоятельного проведения подобной процедуры.
Настоятельно не советую браться за такую работу, если у вас нет навыков, опыта и специального оборудования. Подобная шлифовка точно не избавит от биения диска, и послужит временной мерой. Часто в видео инструкциях, а также в описаниях самостоятельной проточки, публикуемых на том же сайте Драйв, в ход идет болгарка, шлифовальные круги, наждачка и прочие подручные абразивы.
Эффект достигается незначительный, и только на некоторое время восстанавливает поверхность тормозного диска. Потому предпочтительнее отдать узел в руки профессионалов. В автосервисах есть специальный стенд, позволяющий без снятия провести обработку изделия.
При этом можно выделить 2 способа, которые все же можно использовать в гаражных условиях, пытаясь своими руками вернуть работоспособность тормозного узла на прежний уровень.
Напильник или болгарка
Сразу скажу, что представленный способ подходит только под автомобили ВАЗ, отечественные машины и старенькие иномарки. Интересно, что АвтоВАЗ даже в инструкциях по эксплуатации описывает, как автовладелец может сам с помощью напильника убрать буртики.
Есть усовершенствованный способ избавления от буртиков. Выглядит процедура так:
- Сначала поднимается автомобиль и снимается необходимое колесо, за которым находится проблемный элемент;
- Затем запускается двигатель машины;
- Включается 5 передача;
- Для удаления буртика можно взять напильник, либо же крупнозернистый диск для болгарки;
- Прикладывая небольшое усилие инструментом к диску, за счет вращения колеса делается проточка;
- После обработки диск обезжиривается.
Как вы поняли, здесь нужен помощник, чтобы один человек точил диск, а второй нажимал на педаль газа для обеспечения вращения ступицы колеса.
Важно быть предельно внимательным. Ни в коем случае не применяйте такой метод на иномарках, даже если это подержанный автомобиль , и на и новых авто
Шлифовка без снятия станком
Если и делать проточку самостоятельно, то только этим методом. Поскольку никто в свой гараж не станет покупать дорогостоящее специализированное оборудование, большинство обходятся обычным токарным станком.






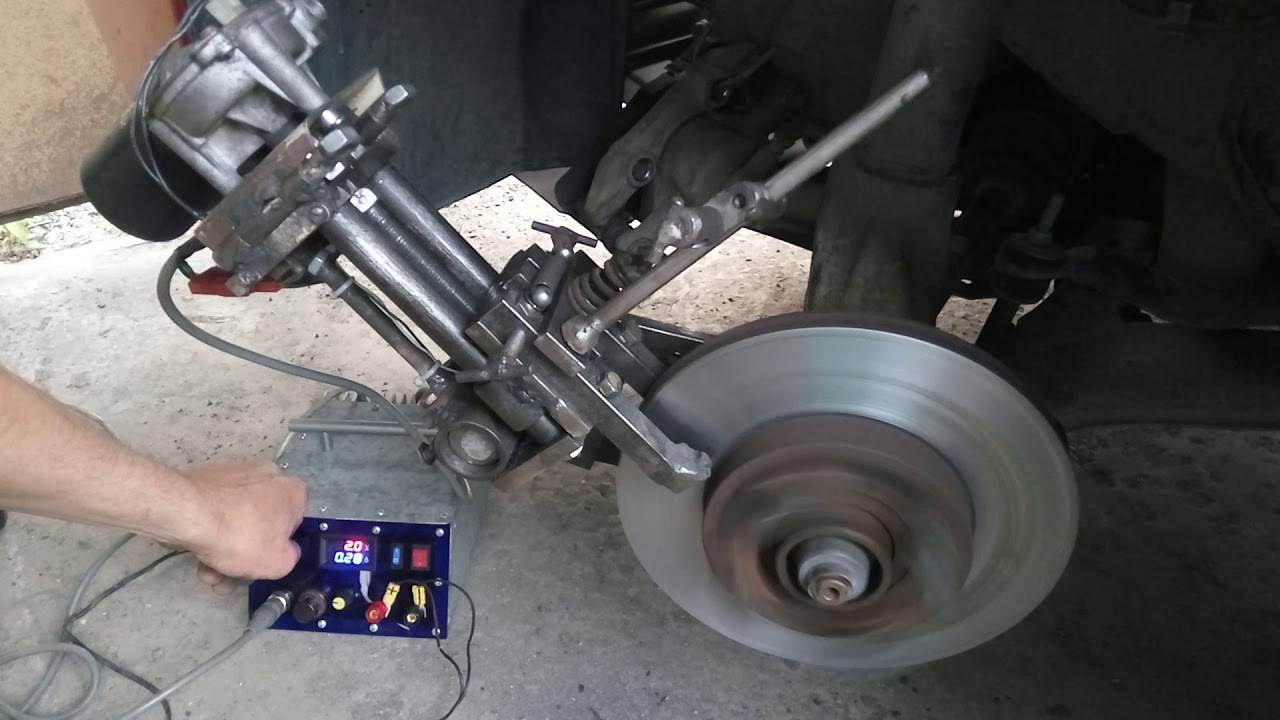
Но современные технологии позволяют получить специальный станок для проточки за сравнительно небольшие деньги. Это агрегат высокого уровня, способный частично заменить профессиональные установки для проточки.
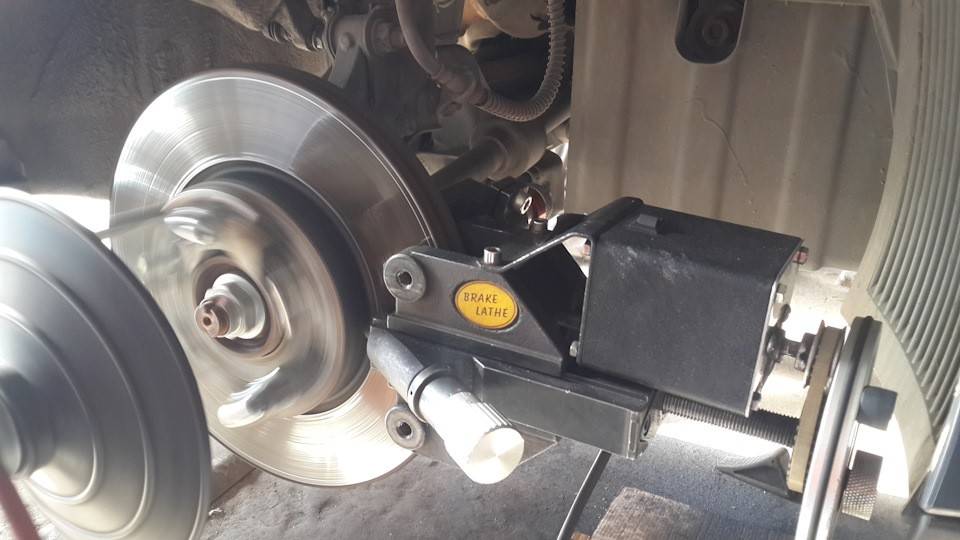
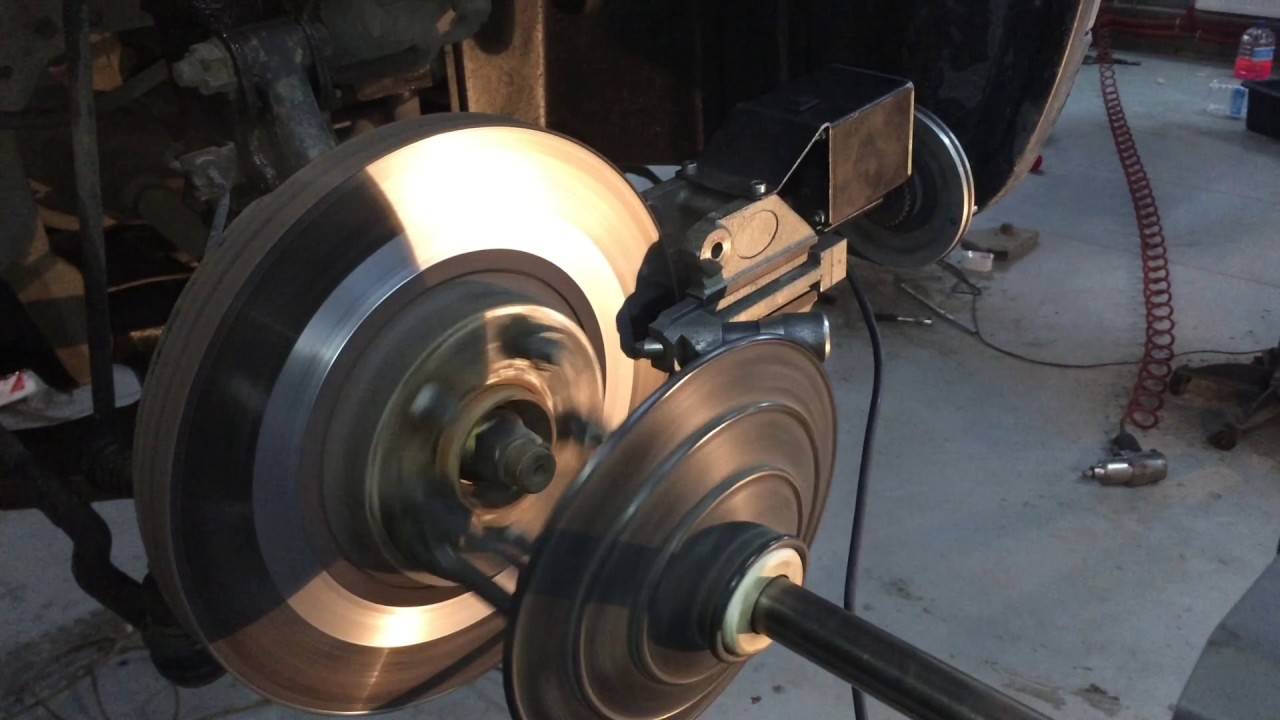
Проточка с помощью специального станка выполняется без снятия самого диска. Устройство, оснащенное электродвигателем, крепится на диске, и с обеих сторон агрегата имеются резцы. Тем самым удается избавиться даже от биения в гаражных условиях. Подробнее об использовании станка нужно читать в руководстве к конкретной модели.
Сначала проводится настройка стенда и его адаптация под параметры диска. Затем буквально за 5 минут девайс сам восстанавливает элемент тормозной системы, снимая необходимый слой.
А поскольку мы заговорили о тормозной системе, не лишним будет разобраться в работе соседа тормоза в виде сцепления .
Что вы думаете насчет самостоятельной проточки? Стоит ли этим заниматься своими руками, или лучше отдать диски в автосервис, где есть программируемое, автоматизированное профессиональное оборудование?
Спасибо, что вы с нами! Подписывайтесь, задавайте актуальные вопросы и рассказывайте о нас своим друзьям!
(2 оценок, среднее: 3,00 из 5)
Подпишитесь на обновления и получайте статьи на почту!
Гарантируем: никакого спама, только новые статьи один раз в неделю!
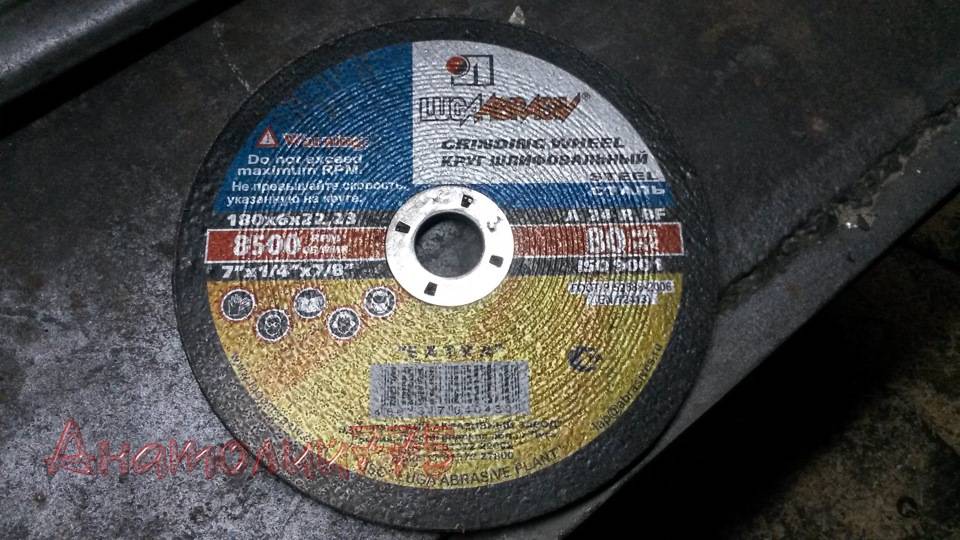
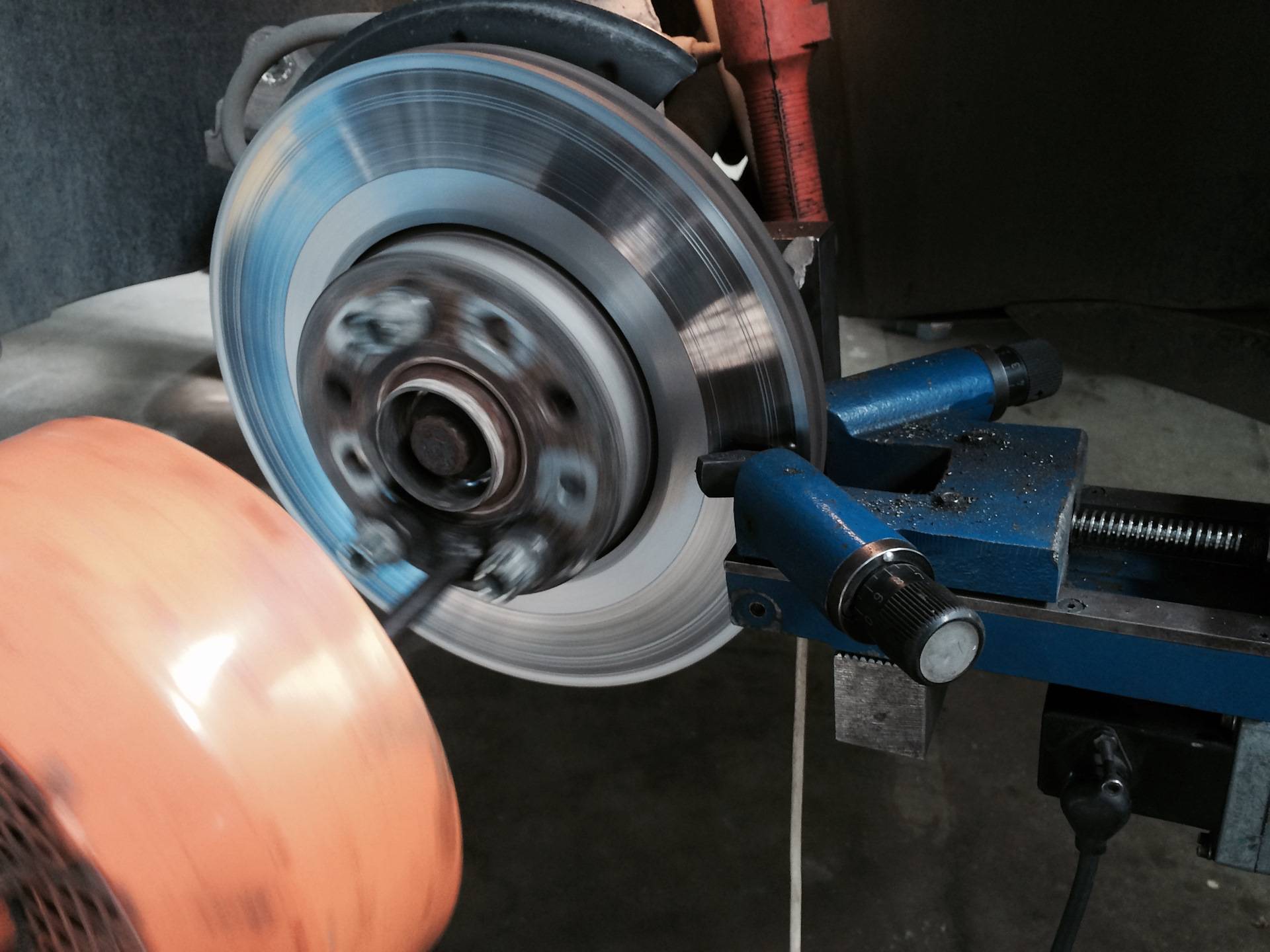
Как писал ранее о приобретении ништяков и какой геморрой получился, я был бы ни я если бы позволил себе гонять на вибраторе (а точнее с дискомфортом)и так ездил и думал как же быть как быть, сдавать диски ни вариант, далеко, бенза больше сожжешь чем стоят диски, на проточку отдавать не хотелось так как уже имел горький опыт, после проточки становилось хуже ( а цена за такое удовольствие 1000-1500 русских), а если же на спец станке (а таких у нас нет и цена от 4000-5000) не вижу смысла для таза тратить бабло такое, легче купить еще 3 к-т передних дисков., и как то ночью ни спалось, и посетила мысля такая, а почему бы ни сделать проточку дисков на месте, но как, и тут меня осенило (кстати большинство реализации моих переделок приходят ночью когда ложусь спать, прям перед сном), а почему бы ни сделать абразивные накладки)))и понеслось…купил шлифовальный диск (ШД), характеристики на фото видно…
хорошо что не выкидываю сразу отработанные накладки…

так же валялся алмазный диск, который работал последний раз пару лет назад, и вот опять пригодился…
Несколько способов проточки без снятия
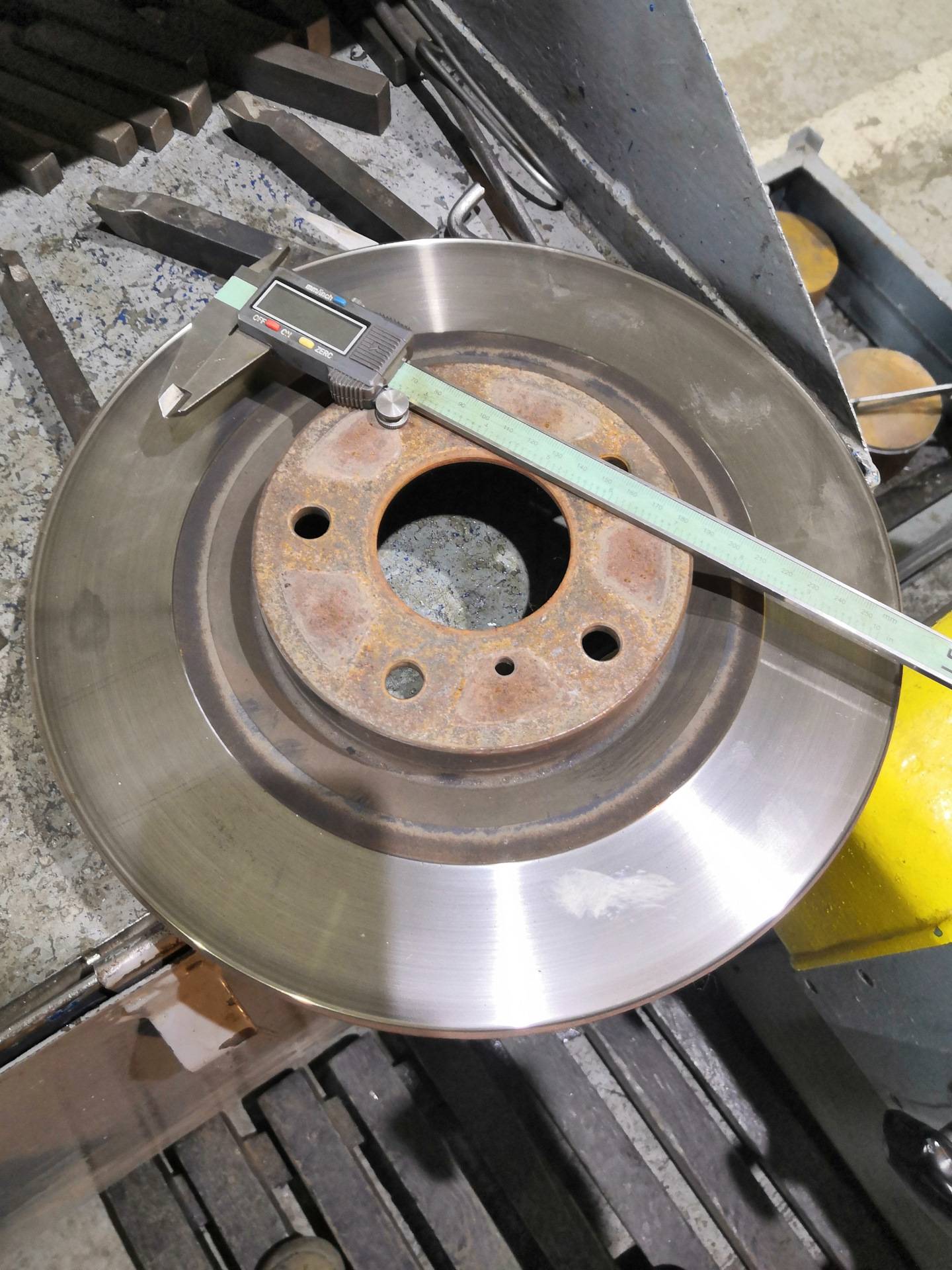
Как осуществляется расточка тормозных барабанов Какой бы способ проточки тормозных дисков вы ни выбрали, прежде чем начать работу, убедитесь в том, что их толщина больше предельно допустимой и в них нет трещин. Если же они слишком тонкие или имеют трещины, не рискуйте, ремонтируя их. Лучше купите новые. Проточкой называется выравнивание рабочих поверхностей с использованием резца, а предлагаемые ниже способы — это шлифовка тормозных дисков без снятия.
- Существуют специальные агрегаты для шлифования тормозных дисков без снятия. Но я думаю, вы согласитесь со мной в том, что не стоит покупать агрегат ради шлифовки пары дисков. Дешевле будет полностью обновить тормозную систему.
- Если диски стоят на ведущей оси. Понадобится ровный деревянный брусок размером 30×15×5 см и несколько листов наждачки с крупным абразивным зерном (например, №40) на тканевой основе. Использовать наждачку и брусок предпочтительней, чем абразивный круг для наждака. Потому что рабочая поверхность абразивного круга в скором времени после начала шлифовки перестанет быть плоскостью. А плоскость сторон бруска не изменится во время работы. Не забывайте менять наждачку — это ускорит процесс шлифовки и улучшит ее результат. Поднимете автомобиль домкратом и подставьте под него какую-нибудь страховку. Снимите колесо, тормозной суппорт и пыльник тормозного диска. Суппорт подвесьте повыше, чтоб не мешал. Запустите двигатель, включите передачу скорость, вращения отрегулируйте по своему усмотрению. Лист наждачки постелите абразивом вниз, на него широкой стороной положите брусок, а выступающие из-под бруска края листа загните вверх. Получившуюся конструкцию прижимайте поочередно широкой гранью к рабочим поверхностям тормозного диска. Не старайтесь нажимать на нее сильнее, лучше все время двигайте точку соприкосновения.
- Стоящие на не ведущей оси тормозные механизмы шлифуются без снятия тем же приспособлением из бруска и листа крупной наждачки. Только двигаться будет не диск, а брусок с наждачкой. Двигать его будет сила ваших рук. Но сказать по правде, делать это без снятия диска уж очень неудобно дело пойдет гораздо быстрее, если вы снимите их и положите на верстак.
- Шлифовка тормозных дисков на ходу. Этот способ подойдет для восстановления дисков, стоящих как на ведущей оси, так и на ведомой. Но он подойдет для устранения только незначительных дефектов. Результата сильной температурной деформации он устранить не сможет. Сначала из старых тормозных колодок следует изготовить специальные приспособления. Для этого нужна болгарка с алмазным отрезным диском. А также абразивный зачистной диск для нее. Из зачистного круга необходимо вырезать два клинообразных сегмента. В старых тормозных колодках сделайте две выемки в соответствии с формой клиновых фрагментов. Их глубина должна быть на несколько десятых миллиметра меньше толщины абразивных вставок, чтобы последние после установки возвышались над поверхностью колодок. Вставьте сектора в выемки, предварительно смазав их каким-нибудь клеем, чтобы не выпадали. Получившиеся «абразивные колодки» установите в суппорт вместо штатных. Для проточки рабочих поверхностей нужно проехать от 5 до 10 км, периодически притормаживая. Спланируйте маршрут так чтобы избегать резких торможений либо замедлений по ухабистым участкам. Во время поездки контролируйте результат шлифовки. Образовавшийся по периметру диска буртик можно убрать после окончания поездки обычным напильником с крупной насечкой.
После выравнивания рабочих поверхностей не помешает обработать их более мелкозернистой наждачкой для того, чтобы уменьшить глубину рисок. Использовать наждачку с мелким зерном сразу не следует, потому что она хуже выводит плоскость и поверхность будет гладкая, но волнистая.
Где искать неисправность
- Биение передних дисков часто отдается не только в педаль, но и в руль.
- Биение задних лучше ощущаются через вибрации на кузове.
- Передние механизмы чаще страдают от температурной деформации, так как на них приходится основная нагрузка при торможении, следовательно, они сильнее греются. Деформация возникает следующим образом. При торможении диск нагревается и равномерно расширяется. Попавшая на какой-то участок вода, быстро остужает его, а он, остывая, сжимается и коробит всю деталь.
- Задние более подвержены коррозии. Так как из-за их небольшой нагруженности, попавшая на них вода долго не высыхает.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.






При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.

Глубина резания
В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
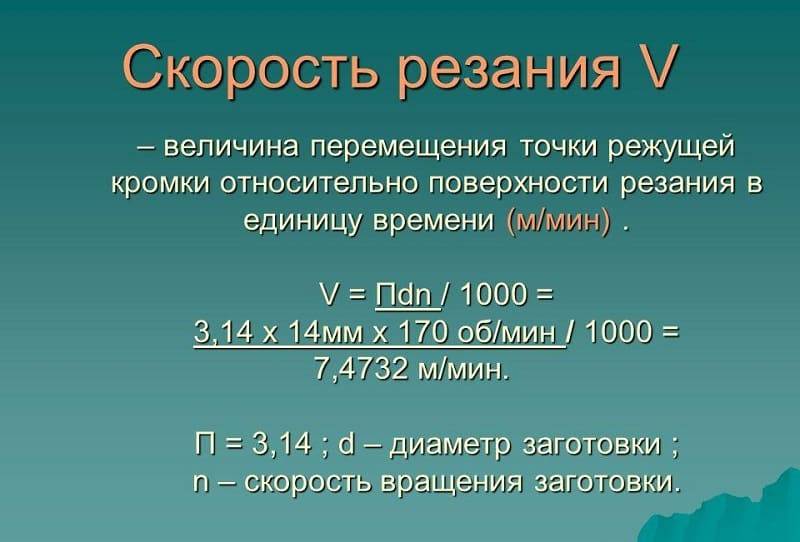
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Скорость резания
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Причины возникновения дефектов

- Попадание посторонних предметов в просвет поверхности диска и фрикционных колодок: песок, мелкие камни, грязь, металлическая стружка, осколки стекла и т.д.;
- Нарушение работы тормозных цилиндров;
- Неправильно смонтированные колодки;
- Фрикционные накладки низкого качества;
- Постоянный перегрев и ударные нагрузки на диск;
- Естественная изношенность металла при трении;
- Несвоевременная замена колодок.
Ниже более подробно рассмотрен каждый из пунктов.
Попадание грязи и посторонних предметов
Первый признак — наличие стороннего шума (от мягкого шороха до режущего слух скрежета). Это повод для тщательного осмотра тормозного привода и механизмов. Посторонние предметы следует удалить продувкой сжатым воздухом или при помощи отвертки, поверхности очистить от загрязнений.
В случае с закрытой системой, для осмотра придется снять тормозные барабаны, ведь раннее обнаружение позволит избежать крупных проблем.
Например, отцепившаяся пружинка задних тормозных колодок ВАЗ 21099, попав в просвет между колодками и барабаном, может привести к выработке в них глубокой канавки.
Закисание или неравномерная работа цилиндров
Когда машина долго стояла, или были повреждены защитные пыльники, зачастую возникает закис суппортов или цилиндров. Поршни обрастают толстым слоем окислов и не дают нормально работать механизму.
Для восстановления работоспособности производят следующие действия:
- Очищают детали от ржавчины;
- Заменяют пыльники с уплотнениями.
Однако, это не всегда способствует возобновлению нормальной работы, и тогда приходится менять цилиндры на новые.

Перекос колодок из-за неправильной установки
При техническом обслуживании тормозной системы, необходимо внимательно следить за правильной установкой всех компонентов во время сборки. В противном случае давление фрикционных накладок на барабан или диск не будет равномерным.






В конечном итоге ухудшится работа тормозной системы, детали выйдут из строя и ремонта или замены будет не избежать.
Некачественный материал фрикционных накладок
При покупке нового комплекта колодок, следует внимательно отнестись к его качеству. В составе не должно быть твердых включений. Если смесь содержит стружку металла, следует выбрать другого производителя. Твердый состав накладок повышает результативность торможения, но быстрее изнашивает тормозные диски.
Деформация диска в результате перегрева

Если в результате торможения машину резко уводит в сторону и ощущаются пульсирующие толчки на педали, вероятная причина этого – деформация диска. Это могут быть последствия интенсивного торможения с последующим резким охлаждением.
Чем больше деформирован тормозной диск, тем меньше вероятность его исправить.
Естественный износ металла от трения
Работа тормозов основана на трении, и так или иначе, это со временем приводит к износу металла и образованию выступающей кромки, которая мешает работе тормозов. Для удаления фаски (буртика) требуется проточка.
Несвоевременная замена колодок
Колодки – расходный материал. Мягкий, фрикционный материал колодок нанесен на металлическую основу. После износа материала, при торможении, на диск будет воздействовать металлическая пластина, что в разы повысит скорость стачивания.
Производители оснащают колодки датчиками, сигнализирующими о крайней степени износа. На старых моделях автомобилей это скобы-пискуны, на новых – электронные датчики.