

Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
- С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Если ножка клапана продолжит «гулять» в направляющей, то разрушатся и сальники. Они изготовлены из относительно мягкого материала, но при чрезмерных нагрузках он затвердевает. В результате даже при небольшом смещении стержня может произойти разрушение сальника. Результат – масло попадает в камеры сгорания, появляется сильный нагар, увеличивается уровень вредных выбросов.
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.

Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
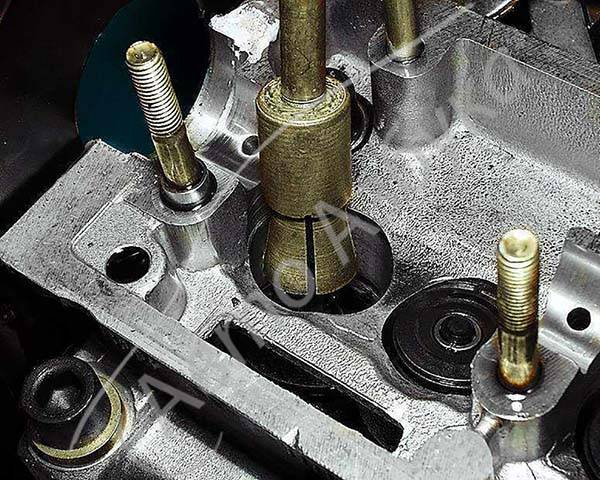
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
С этим читают
Как определить износ?
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.

Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
Впрочем, лучше всего при капитальном ремонте выполнить замену направляющих клапанов. Все равно для замеров нужно снимать ГБЦ. А это самое сложное в процедуре ремонта.








Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Среди причин, которые ведут к замене направляющего элемента клапана двигателя ВАЗ-2109, специалисты называют износ данной детали. Его можно определить по следующим признакам:
- Попадание моторного масла непосредственно в камеру сгорания (об этом стоит судить по возросшему маслопотреблению и дыму серого цвета из выхлопной трубы).
- Постукивание со стороны головки блока двигателя (это стучат друг о друга втулка и клапан).
- Снижение мощности автомобильного двигателя.
Как только владелец автомобиля заметит признаки, свидетельствующие о выходе из строя направляющих элементов, не теряя времени, следует произвести их замену на новые. Это можно сделать как самостоятельно в гаражных условиях, так и с помощью квалифицированных специалистов автосервиса.
Есть несколько признаков, по которым легко понять, что в данной системе есть поломка и потребуются приспособления для замены направляющих втулок клапанов
Это очень важно для своевременного устранения проблемы
Кроме этого признака есть и другие, которые заметны визуально, вот что можно заметить:
- Появляется дым из выхлопной трубы отличающегося сизого цвета в следствие сгорания масла.
- Включенный двигатель при заводе выпускает очень много дыма.
- Электроды свечей зажигания приобретают напыление в виде нагораний светлого цвета.
- Подтекание масла, которое заметно на головке блока цилиндров.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Замена клапанов ВАЗ-2112 своими руками
 Итак, после снятия крышки ГБЦ можно произвести визуальный осмотр блока и выявить поверхностные дефекты, такие как копоть в поршнях или нагар в камерах сгорания. В этом случае подлежат обязательной замене маслосъемные колпачки, а остальной нагар удаляется с помощью отвертки. Также рекомендуется применение специального войлока для шлифовки. Все узлы прочищаются и протираются до характерного блеска. Наличие зазоров, возникающее в случае загиба или прогорания клапанов, не всегда бросается в глаза: для их определения производится контрольный замер. Наличие на клапанах трещин и сколов — это повод для их замены на новые. Комплект обойдется примерно в две с половиной тысячи рублей.
Итак, после снятия крышки ГБЦ можно произвести визуальный осмотр блока и выявить поверхностные дефекты, такие как копоть в поршнях или нагар в камерах сгорания. В этом случае подлежат обязательной замене маслосъемные колпачки, а остальной нагар удаляется с помощью отвертки. Также рекомендуется применение специального войлока для шлифовки. Все узлы прочищаются и протираются до характерного блеска. Наличие зазоров, возникающее в случае загиба или прогорания клапанов, не всегда бросается в глаза: для их определения производится контрольный замер. Наличие на клапанах трещин и сколов — это повод для их замены на новые. Комплект обойдется примерно в две с половиной тысячи рублей.
Для демонтажа испорченных клапанов вам понадобится специальный инструмент – «рассухариватель». Он позволяет зафиксировать сдерживающие пружины и извлечь сам клапан (для этого подойдет пинцет). Также можно извлечь и пружины – это необходимо, если вам нужно заменить маслосъемные колпачки.
После этого, если вы хотите произвести ремонт имеющегося клапана, а не установить новый на замену, нанесите на его края специальную пасту с уплотняющей алмазной крошкой и сделайте «притирку» с помощью резинового патрубка. Для большей эффективности рекомендуется притирать не только круговыми движениями, но и вытягивая деталь вниз.
Закончив «притирку» и удалив излишки пасты, клапан примеряется на прежнее место. Помните, что между ним и цилиндром не должно быть даже миллиметрового зазора. Если процедура не помогла – значит, нужно будет устанавливать новую деталь. Впрочем, перед монтажом ее также понадобится слегка «притереть», чтобы подогнать под ваш ВАЗ-2112.
После обработки и установки всех клапанов сборка ГБЦ выполняется в обратной последовательности. Рекомендуется сразу же произвести проверку двигателя, чтобы удостовериться в работоспособности обновленных клапанов и избежать повтора ремонтных работ в ближайшем будущем.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Способы выпрессовки и запрессовки втулок клапанов ГБЦ
Способ 1
. Самый распространенный, простой и неправильный метод — выбивание втулок с помощью молотка, зубила. Извлечение подобным способом втулок приводит к порче посадочного места в ГБЦ. Такой подход к ремонту чаще наблюдается у мастеров — самоучек.
Способ 2
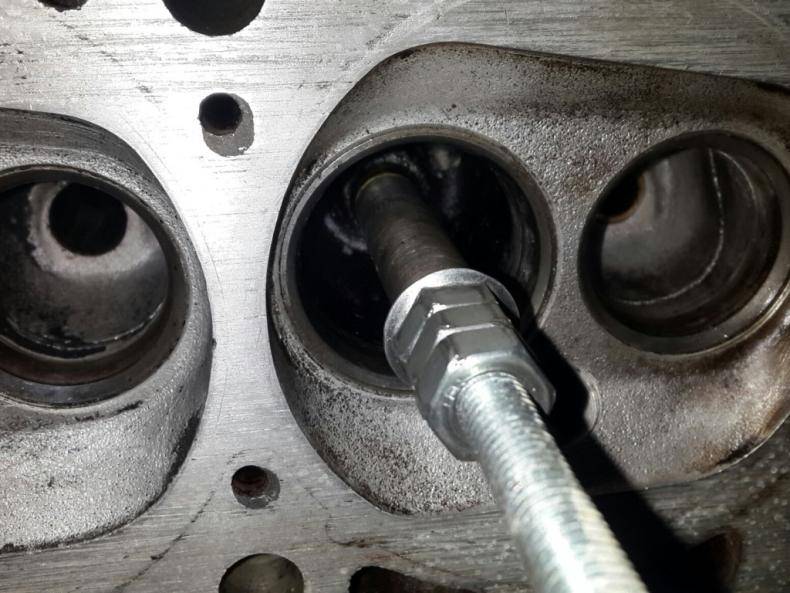
. Использование специализированной латунной оправки вместо зубила почти полностью исключает риск повреждений газораспределительного механизма, но не даёт полной гарантии качества. Оправка должна быть расположена со стороны седла на направляющую втулку, которую в дальнейшем выбивают молотком.
Способ 3
. Применение специального съемника — это процесс, наиболее оптимальный при изъятии втулок. Правильный демонтаж и монтаж втулок. Основной проблемой при демонтажных работах втулок является снятие слоя металлической поверхности посадочного места. Для наилучшей выпрессовки необходимо нагреть головку блока до девяноста градусов. Перед монтажными работами новых направляющих будет правильнее выдержать их в масле в течение 5-8 минут для пропитки. Головка блока нагревается, а сами втулки охлаждаются с помощью жидкого азота или низких температур морозильной камеры.










Конструкция направляющей втулки
Не было бы такой истории с заменой втулок клапанов и седел, если бы все головки блока были отлиты из чугуна. В таком случае монолитная чугунная головка, как на некоторых моделях Форд, Опель, старых УАЗ и некоторых грузовых автомобилях, обеспечивает необходимую соосность сопряжения клапанная тарелка/седло и проблемы снимаются. Но большинство современных автомобилей имеют головки блока из сплавов, а в отлитые головки запрессовываются седла и направляющие втулки.
Направляющие ВАЗ 2109 изготовлены из износостойкого материала, как седла клапанов, запрессованы в головку на горячую, поэтому процедура их замены не так проста, как хотелось бы. А менять иногда нужно, потому что втулка хоть и прочная, но изнашивается, а при этом теряется соосность клапана и седла и, как следствие, герметичность. Чем больше клапанов в головке, тем проблема актуальнее. В головках на 16 клапанов ВАЗ 2110 и на Приоре ситуация ничуть не лучше и работы по замене втулок ровно в два раза больше.
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
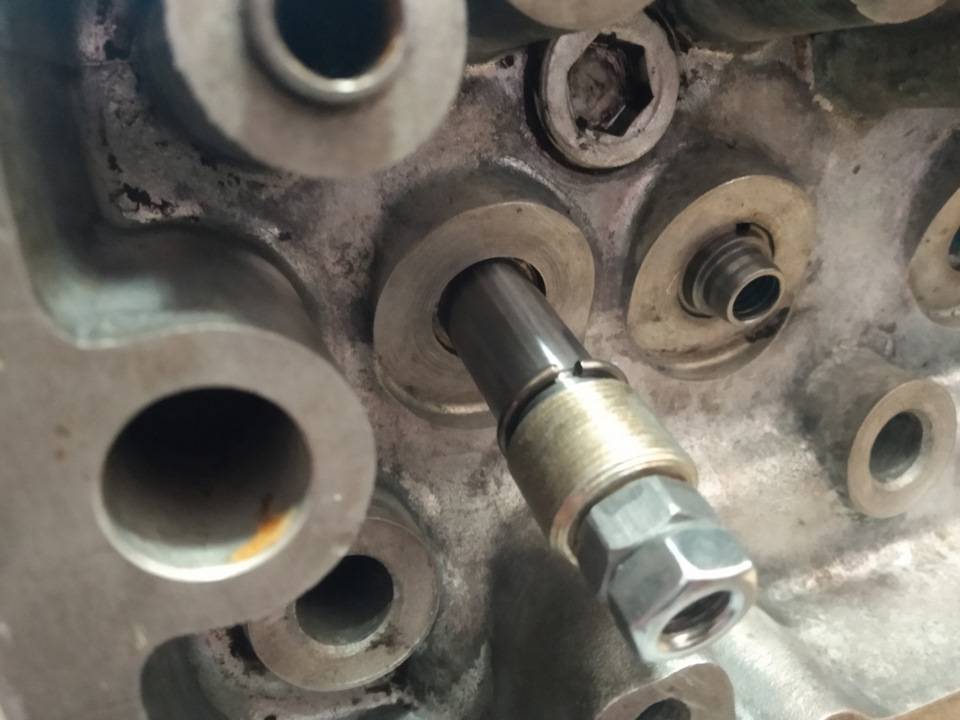
Инструмент для выпрессовки
Выпрессовка втулок
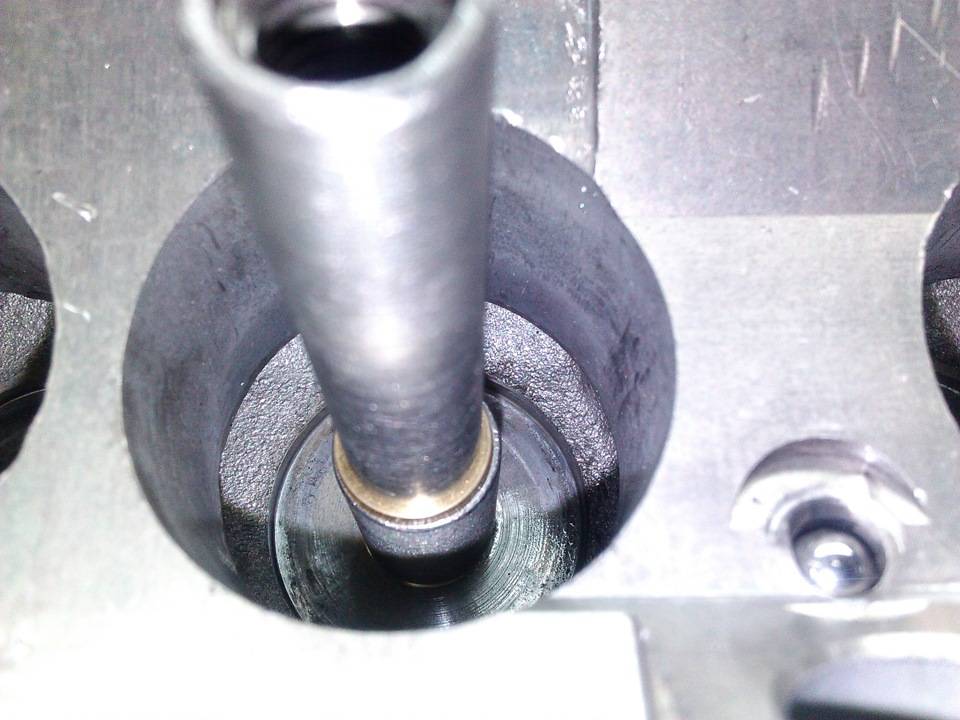
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
ktonaavto.ru
Размеры направляющих втулок клапанов ваз 2108
Осмотр и дефектовка частей Примечания Параметры пружин клапанов для определения их упругости.
Наружная пружина: высота в свободном состоянии 45,2 мм
высота под нагрузкой 26,0+1,7 кгс 33,7 мм
высота под нагрузкой 46,2+2,4 кгс 24,7 мм
Внутренняя пружина: высота в свободном состоянии 34,1 мм
высота под нагрузкой 9,0+0,8 кгс 29,7 мм
высота под нагрузкой 27,5+1,5 кгс 20,7 мм.
а – седло впускного клапана б – седло выпускного клапана I – новость седло Ii – седло дальше ремонта
Величина зазоров между клапаном и направляющей втулкой, мм: номинальный промежуток для впускных клапанов 0,022-0,055
номинальный промежуток для выпускных клапанов 0,029-0,062
предельно допустимый промежуток для впускных и выпускных клапанов 0,3
Если промежуток меньше предельно допустимого, попробуйте заменить клапан. Если промежуток преувеличивает предельно допустимый, подмените направляющую втулку.порядо. Осуществления 1. Вымойте части головки блока в бензине, протрите и просушите их. 2. Очистите камеры сгорания от нагара. Исследуйте головку. Если на ней есть трещины или последствия прогара в камерах сгорания, подмените головку. 3. Измерьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого установите металлическую линейку ребром на плоскость головки по центру вдоль, а далее по диагоналям и замерьте щупом промежуток между плоскостью головки и линейкой. Подмените головку, если промежуток превысит 0,1 мм. 4. Очистите нагар с клапанов. Это можно исполнять подходящим металлическим приспособлением.







6. Дефекты рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифофать на особом станке. При шлифовке стоит выдержать размеры, заданные на рисунке. В скобках даны отличающиеся размеры для двигателя Ваз-21083 (см. примечания)..
5. Исследуйте клапаны. Подмените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске, трещины, деформация вала клапана, коробление тарелки клапана, последствия прогара. Неглубокие риски и царапины на рабочей фаске можно убрать притиркой клапанов. 7. Измерьте положение пружин клапанов. Искревленные, поломанные или имеющие трещины пружины подмените. Измерьте упругость пружин. Для этого проверьте высоту пружин в свободном состоянии, а далее под двумя различными нагрузками. Если пружина не соответсвует требуемым параметрам, подмените ее (см. примечания).
Порядок замены направляющих клапанов ВАЗ 2106
Вся процедура делится на несколько этапов:
- Подготовка инструментария.
- Частичная разборка двигателя, а именно — снятие ГБЦ.
- Выбор и покупка новых деталей.
- Демонтаж изношенных элементов и запрессовка новых.
- Обратная сборка и запуск мотора.

Первым делом следует отключить аккумулятор от бортовой сети
Подготовка необходимого инструмента
Чтобы произвести разборку и замену направляющих, вам понадобится:
- стандартный набор рожковых и накидных ключей;
- набор головок с мощным воротком и трещоткой;
- динамометрический ключ для обтяжки болтов ГБЦ и гаек распредвала при сборке;
- отвёртки, пассатижи;
- ключ на 36 мм для ручного вращения коленчатого вала;
- монтировка;
- съёмник для разблокировки клапанов;
- тяжёлый молоток;
- оправка для выбивания и запрессовки втулок;
- развёртка на 8.025 мм с воротком;
- ёмкость и шланг для опорожнения системы охлаждения;
- ветошь.
Преимущества 16-клапанного двигателя
ВАЗ 2112 с 16 клапанами двигателя имеет ряд преимуществ перед автомобилями этой же марки, но с меньшим количеством клапанов. Главное его достоинство заключается в возможности достижения максимальной мощности двигателя, независимо от типа последнего. (см. рисунок).
ПОДРОБНОСТИ: Замена масла в двигателе ВАЗ 2110. Видео инструкция по замене масла двигателя на ВАЗ 2110 с промывкой
Для сравнения:
- ВАЗ 2112 с объемом 1500 кубических см., имеет 77 лошадиных сил.
- ВАЗ 2112 того же объема может иметь мощность до 90 лошадиных сил.
Такая разница возможна благодаря тому, что во втором случае наполнение цилиндров тепловоздушной смесью гораздо выше.
Кроме этого, плюсы 16-клапанного двигателя:
Более качественная работа системы охлаждения и, как результат, большая прочность узла.
Возможность повышения детонационной стойкости мотора
Это особенно важно, если используется низкокачественное топливо.
При наличии 16 клапанов впускной и выпускной тракты разносятся по разные стороны от ГБЦ, что облегчает их монтаж, ремонт и т.д.. Основная причина поломки клапанов ВАЗ-2112 с 16 такими элементами – сильное нагревание, которое приводит к прогоранию составляющих помпы
С такой проблемой автолюбители сталкиваются не слишком часто, а возникает она вследствие:
Основная причина поломки клапанов ВАЗ-2112 с 16 такими элементами – сильное нагревание, которое приводит к прогоранию составляющих помпы. С такой проблемой автолюбители сталкиваются не слишком часто, а возникает она вследствие:
- Заправки машины некачественным бензином.
- Если автомобиль заправляется пропаном, а прошивка контроллера не была надлежащим образом изменена.
- В ВАЗ-2112 на 16 клапанов не предусмотрено нужное количество свечей для зажигания.
- В моторе происходит постоянная детонация форсунок.
- Эксплуатируется транспорт на оборотах выше дозволенных, вследствие этого показания сцепления начинают ухудшаться, на детали идет повышенная нагрузка.





