Требования к тепловому зазору
Функциональные требования к тепловому зазору предусматривают:
- Отвод тепла от поршня в момент воспламенения смеси . В противном случае поршень выгорит под температурой камеры сгорания.
- Функция уплотнения поршневого пространства . Появляющееся давление должно равномерно прижимать кольца к стенкам цилиндра. Достижение такового прикасания требует установки правильного расстояния.
- Требования к маслосъёмным кругам , отвечающим за подачу нужного количества смазывающего материала. Соблюдение этого правила сохраняет расход масла, бензин на уровне заводских норм.
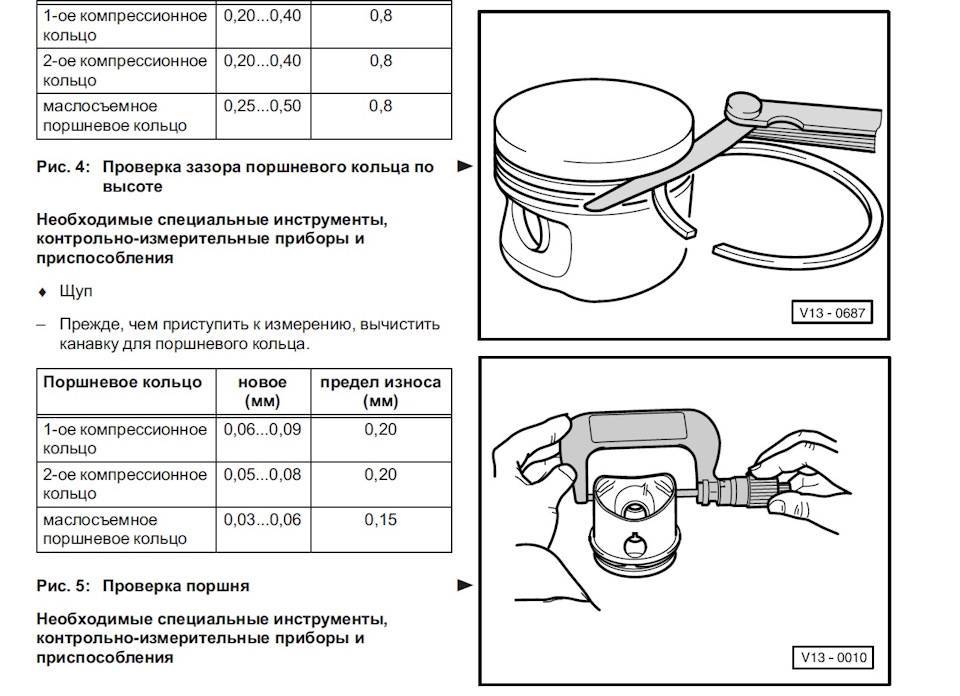
Выставленные зазоры на кольцах
Установленный зазор должен соответствовать 0,6-0,3 мм, а боковой между стенкой не превышать 0,08-0,04 мм.
Величина исходит из того, что отработанные газы действуют на кольца с внутренней стороны канавки, прижимая их к стенке. Согласованное функционирование компрессионных, маслосъёмных колец позволяет получить полное сгорание смеси. Зависит это от укладки их в канавку поршня.
Стало быть, малая величина между концами после прогрева приведёт к задирам зеркала цилиндра.
Зазор измеряется щупом и регламентируется величиной 0,2-0,5 мм . Для двигателей модели ВАЗ на уплотнительных кольцах предусмотрена величина 0,25-0,04 мм . Маслосъёмные имеют 0,25-0,5 мм .
Первое кольцо сверху (компрессионное), как нагруженное из легированного чугуна подвергается напылению хромом. Пористое покрытие этого металла способно удерживать необходимую массу моторного масла.
Плазменное нанесение на кольца слоя молибдена способствует износостойкости, низким показателем трения с цилиндром.
Замок на сепараторе покрашен в голубой цвет
Подбирая ремонтный размер, нужно руководствоваться обозначением продукции, включая модель двигателя, номер комплекта, размер изделия. Дополнительно проверяется маркировка, которая находится в определённом месте продукции (близко к концу). Тщательно рассматриваются расширительные пружины со шлифованной поверхностью.
Правильно подобранные и грамотно уложенные по месту кольца гарантируют длительный срок эксплуатации.
Поршень
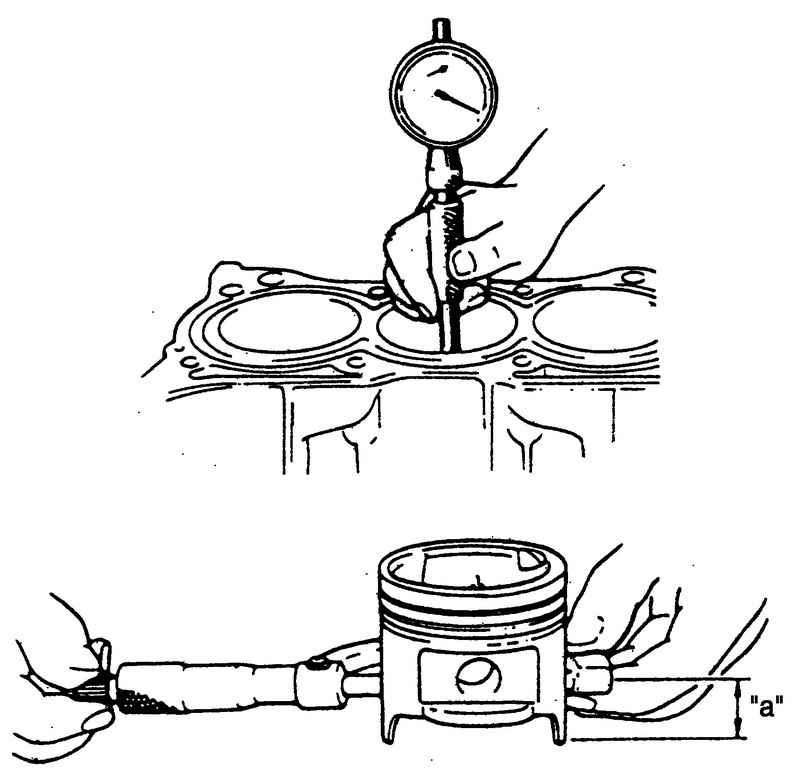
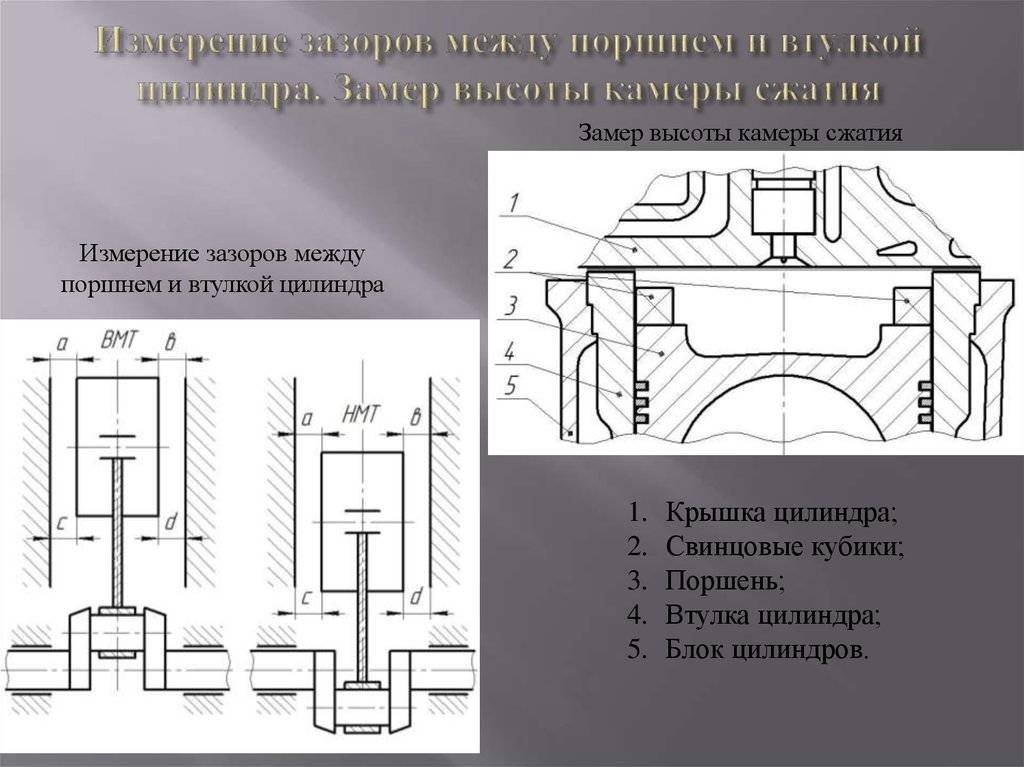
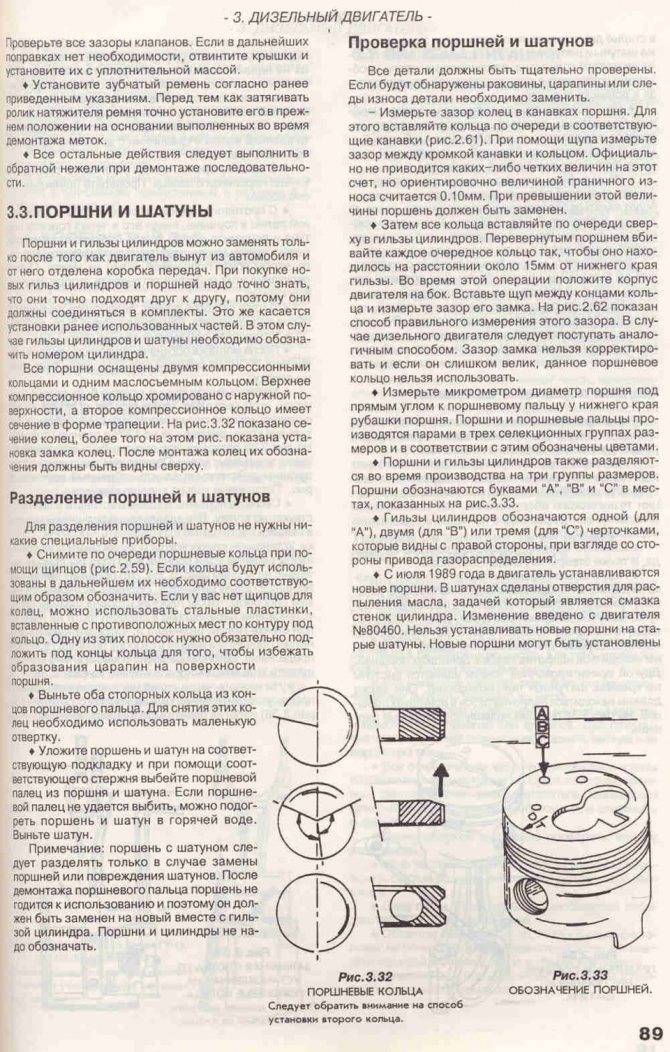
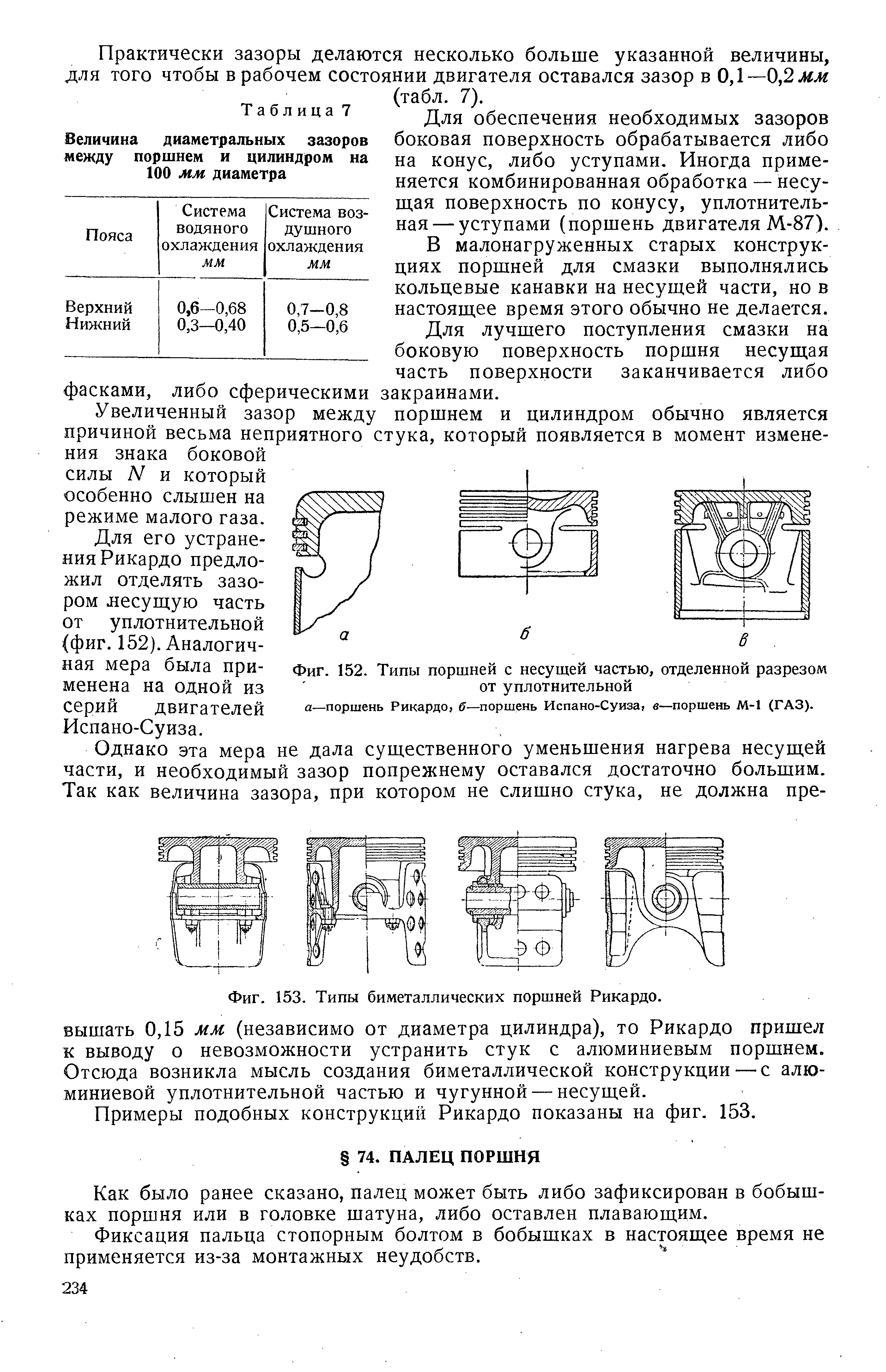
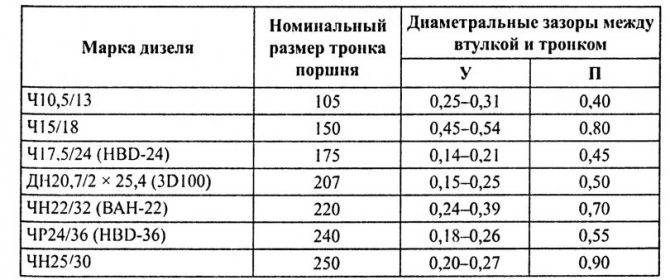
Отлит из алюминиевого сплава. Для улучшения прирабатываемости наружная поверхность поршня (рис. 5) покрыта слоем олова. Для компенсации неравномерного теплового расширения юбка поршня имеет сложную форму. Поршень имеет коническую форму: в верхней части меньший диаметр, чем в нижней. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
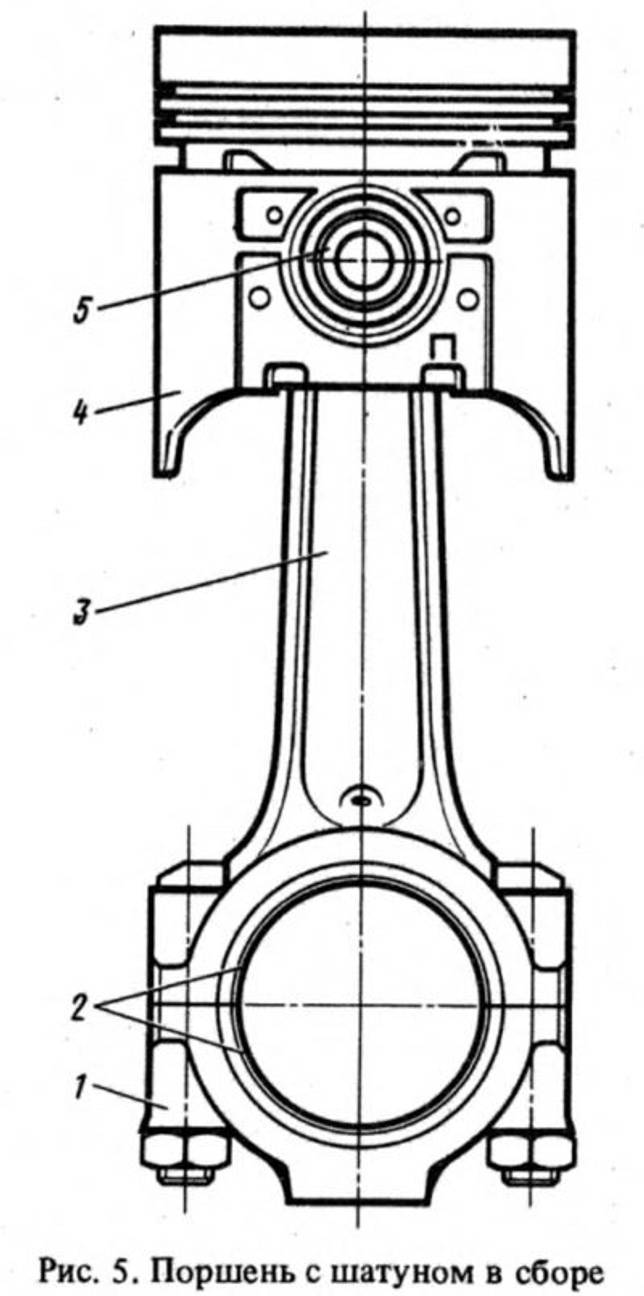
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется показанная на рисунке метка «П», которая должна быть обращена в сторону передней части двигателя.
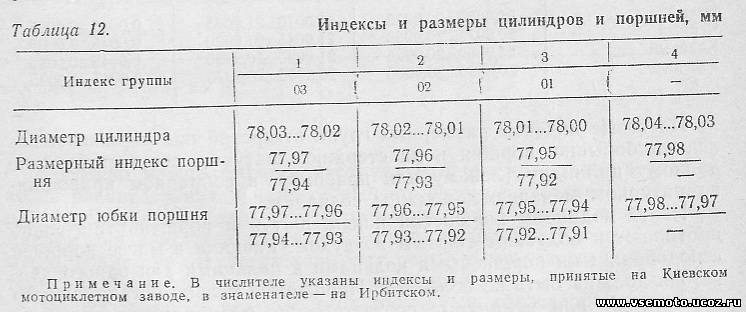
По наружному диаметру поршни разбиты на пять классов через 0,01 мм, а по диаметру отверстия под поршневой палец — на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) указаны на днище поршня.
В запасные части поставляются поршни классов А, С, Е, Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Кроме того, при ремонте двигателей поршни обычно заменяются у изношенных цилиндров, поэтому к незначительно изношенному цилиндру, имевшему класс В, может подойти поршень класса С. Главное при подборе поршня — обеспечение необходимого монтажного зазора между поршнем и цилиндром.
С 1986 г. поршни ремонтных размеров для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 — с увеличением на 0,2; 0,4 и 0,6 мм; для 21011 — с увеличением на 0,4 и 0,7 мм.
Поршни двигателей 2101 и 21011 легко отличить друг от друга по внешнему виду. Помимо того, что у них разные диаметры, поршни 2101 имеют гладкое днище, а у поршней 21011 на днище имеется цилиндрическая выемка диаметром 55 мм и глубиной 1,9 мм.
Это интересно: Что такое Valet
Сборка шатунно-поршневой группы
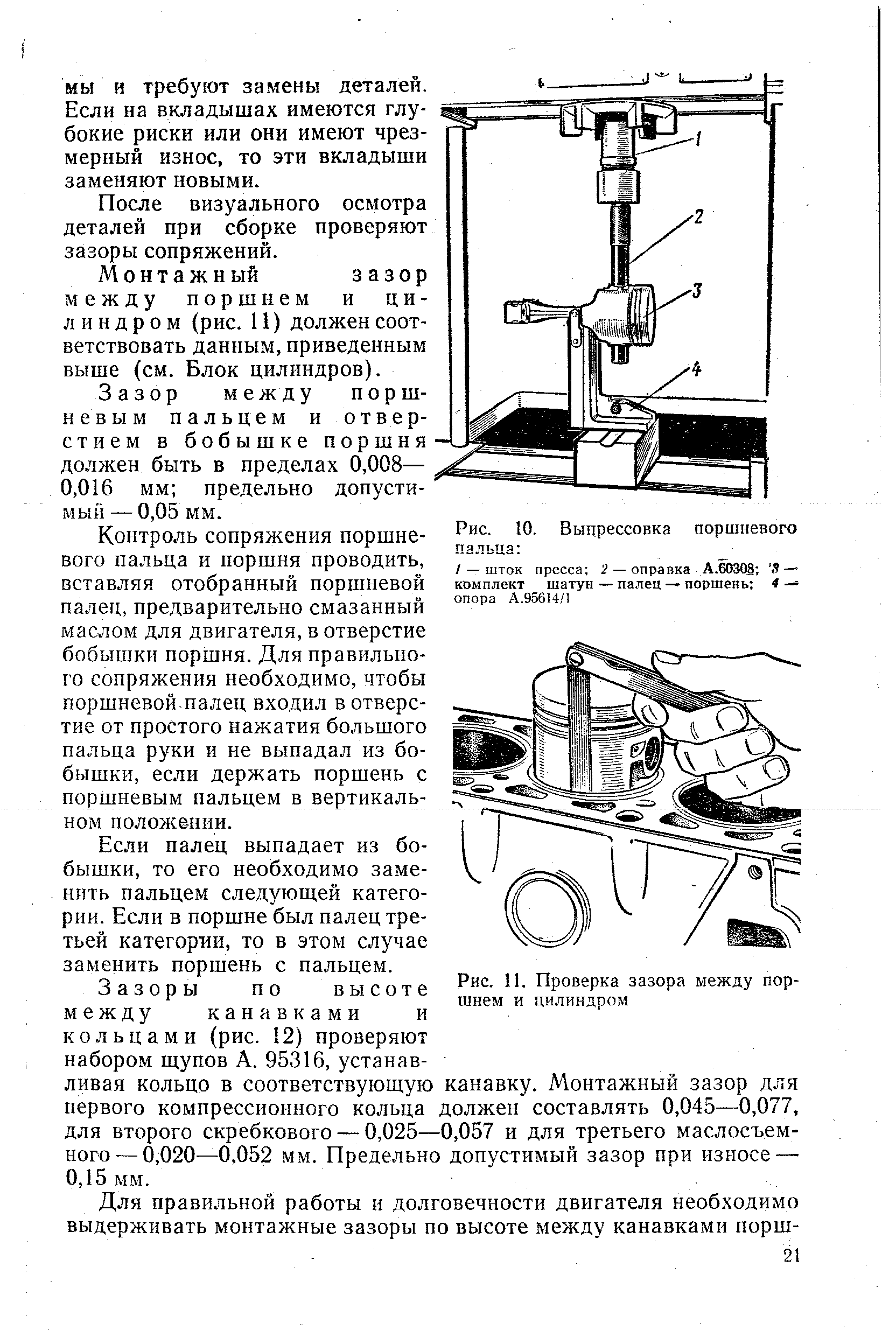
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е.
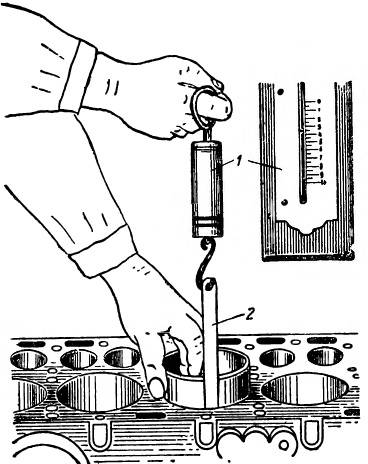
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе.
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
- нагар на днище и в канавках под кольцами;
- трещины и царапины на стенках;
- износ по диаметру;
- износ канавок для поршневых колец;
- износ отверстий в бобышках.
Нагар с днища удаляют тупым металлическим скребком или металлической щеткой, предварительно смочив нагар керосином.
Нагар из канавок удаляют специальным приспособлением. Наличие трещин в поршне определяют на слух, для чего поршень берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой, дребезжащий звук указывает на наличие трещин.
Поршни, имеющие большой износ по диаметру, трещины и глубокие царапины, необходимо заменить. Изношенные канавки для поршневых колец могут быть проточены под увеличенный размер колец по высоте на токарном станке при помощи приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему пояску поршня.
На кольцо, установленное в патрон станка, надевают поршень и закрепляют его болтом с проушиной. Болт проушиной соединен с поршнем посредством поршневого пальца и проходит сквозь шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует протачивать с учетом установленных ремонтных размеров поршневых колец.
Поршень надевают на палец приспособления и придвигают вплотную к стойке. При этом штифт индикатора, укрепленного к стойке, соприкасается с поршнем, и стрелка индикатора даст определенное отклонение. Заметив показания индикатора, поршень снимают и надевают на палец другой стороной. Разница в показаниях индикатора не должна превышать 0,05 мм. В противном случае поршень необходимо забраковать.
Это интересно: Диагностика дизельных двигателей – компьютер-сканер вам в помощь
Виды штихмасов
Общепринятой классификации штихмасов нет. Поэтому их разделяют на группы по способу измерений. Микрометрические и индикаторные имеют разные методы замеров.

Микрометрический измеряет реальную длину.
Индикаторные сравнивают шаблон и реальный размер. Штихмас настраивают на конкретный размер. Потом определяют насколько реальное значение отличается от этого показателя.
Штихмасы имеют разные отсчётные устройства и способы передачи. Разными могут быть формы поверхностей, которые помогают измерять.
Измерительные поверхности трёхточечного штихмаса расположены под углом 120° друг к другу. Это позволяет проводить минимальное количество замеров для определения линейных характеристик детали. Информацию о размере берут на цифровой шкале нутромера.
Сферический штихмас – это инструмент, измерительные поверхности которого находятся на одной сфере. Максимальная длина 1000 мм. Он относится к двухточечным. Для измерений нужно сделать больше замеров, чем трехточечным.
Штихмасом цанговым (шариковым) измеряют небольшие отверстия, которые не под силу измерить микрометрическим (диаметр от 0,95 до 18 мм). Снабжён комплектом головок разных типов. Для измерения головку нужного размера и формы вводят в отверстие, внутренняя игла смещается вдоль оси, цанги прижимаются к его стенкам.
Самым точным, удобным и дорогим является электронный штихмас.
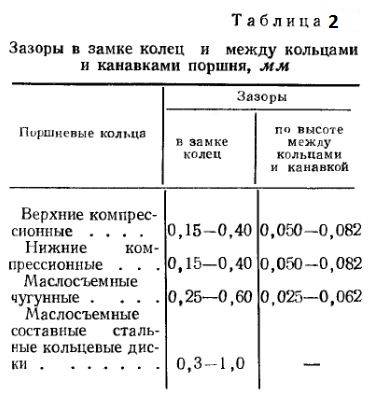
Задиры из-за недостаточного зазора соответственно рядом с бобышкой пальца (задиры под углом 45°)
Описание повреждения
Характерным для этого повреждения являются задиры, появляющиеся соответственно со смещением на 45° относительно оси бобышки, причем как на нагруженной стороне, так и на ненагруженной стороне. Поверхность задиров переходит от точек нажима с зеркальным блеском в относительно гладкие места трения с темным цветом. Поршневой палец имеет синий цвет побежалости, это признак тому, что в данном случае температура поршневого пальца была слишком высокой в результате недостаточного зазора или нехватки смазки.
Оценка повреждения
Повреждение появляется, если зона вокруг крепления поршневого пальца слишком сильно нагревается. Поскольку в этой зоне поршень отличается довольно высокой жесткостью, возникает повышенное тепловое расширение в этой зоне и зазор между поршнем и рабочей поверхностью цилиндра сужается. Относительно тонкостенная и тем самым эластичная направляющая часть поршня может компенсировать повышенное тепловое расширение своей эластичностью. На переходе к жестким бобышкам пальца материал, однако, с большим усилием давит на стенку цилиндра, что в конечном счете приводит к прерыванию масляной пленки и к возникновению трения на поршне.
Возможные причины повреждения
Слишком высокая нагрузка на двигатель, когда он еще не достиг рабочей температуры
Поршень может достичь своей полной рабочей температуры в течение 20 секунд, в то время как для холодного цилиндра для этого требуется намного больше времени. В результате различий в тепловом расширении обоих элементов поршень расширяется намного больше и быстрее, чем цилиндр. Зазор поршня сильно сужается в вышеописанных местах. Появляются названные повреждения.
Слишком узкая посадка поршневого пальца в головке шатуна (горяче запрессованные шатуны). Слишком узкая посадка поршневого пальца в бобышке шатуна может привести к некруглости бобышки шатуна и тем самым также поршневого пальца. Это связано с различной толщиной стенки в бобышке шатуна. В то время как в направлении шатуна имеется больше материала и более толстые стенки, толщина стенки в конце шатуна намного меньше. При деформации поршневого пальца зазор в креплении пальца уменьшается. В результате этого недостаточный зазор в креплении вызывает повышенное тепло трения и таким образом повышенное тепловое расширение в данной зоне.
Задиры в бобышке шатуна из-за недостаточной смазки при первом вводе двигателя в эксплуатацию.
При сборке поршневой палец не смазывается или смазывается недостаточно. Перед тем как масло при первом пуске в эксплуатацию поступает к месту опоры, нет достаточной смазки, это вызывает заедание опоры пальца и тем самым повышенное образование тепла.
Дефект монтажа при горячей посадке поршневого пальца (горяче запрессованный шатун)
Кроме вышеназванной смазки пальца при горячей посадке поршневого пальца бобышки шатуна необходимо обратить внимание на то, чтобы непосредственно после вставки пальца подшипник пальца не был подвергнут контролю на свободный ход путем качающего движения. Непосредственно после вставки холодного пальца в горячий шатун температура между обеими деталями выравнивается
Поршневой палец может стать очень горячим. Он расширяется и заклинивается в еще холодном подшипнике пальца. Если подшипник в этом состояние перемещают, здесь может возникнуть первое место трения или задир, который в эксплуатации приводит к тяжелому ходу подшипника и тем самым к повышенному трению и образованию тепла. По этой причине смонтированные детали должны остыть спокойно, опору следует контролировать на свободный ход только после остывания.
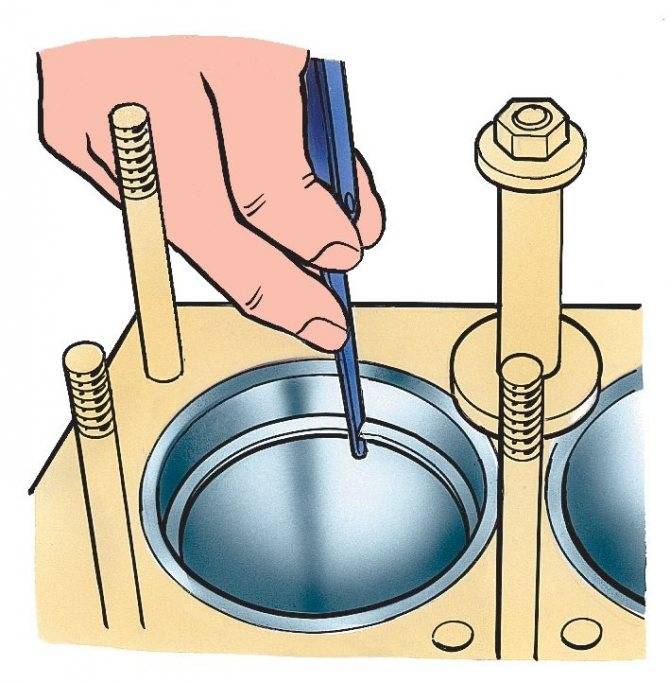
Техника промера
Выше не было сказано, что такое вертикальный или осевой зазор. Суть этого параметра станет ясна в ходе выполнения действий:
- Поднесите кольцо к боковой поверхности цилиндра;
- Установите кольцо внешней стороной в ту прорезь, которая для него предназначена;
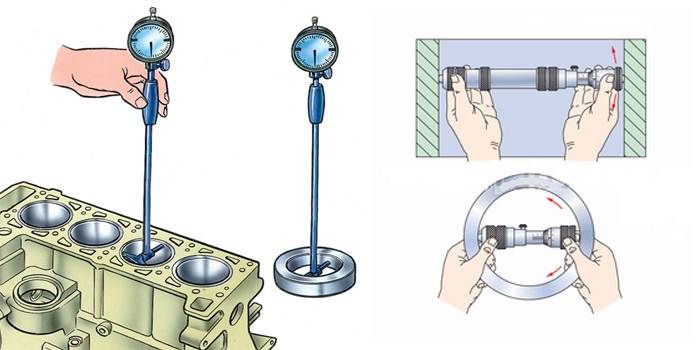
- При помощи комплекта щупов определите величину зазора (см. рис.).
На схеме показано, как нужно измерять вертикальный зазор.
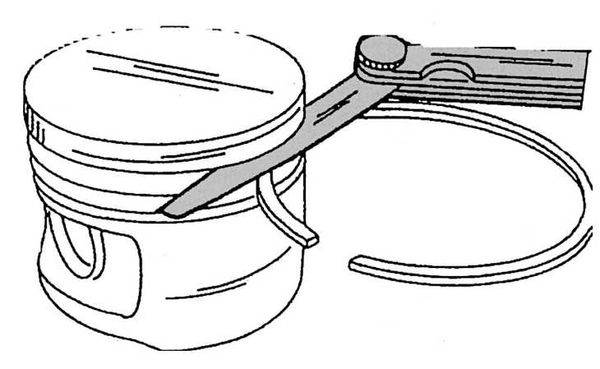
Именно так всегда промеряют осевой зазор колец
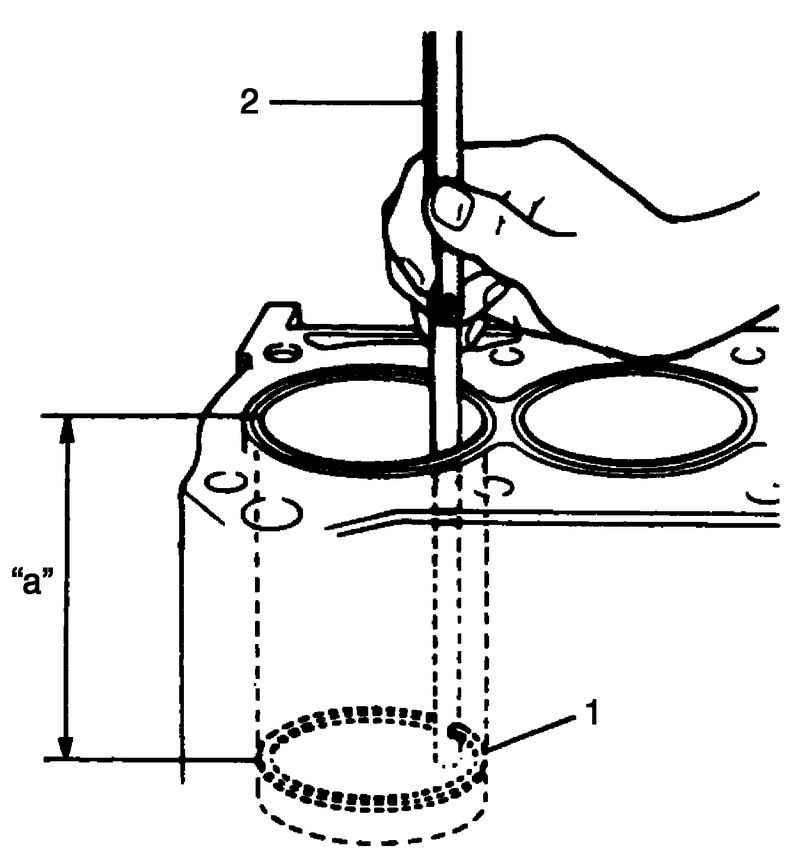
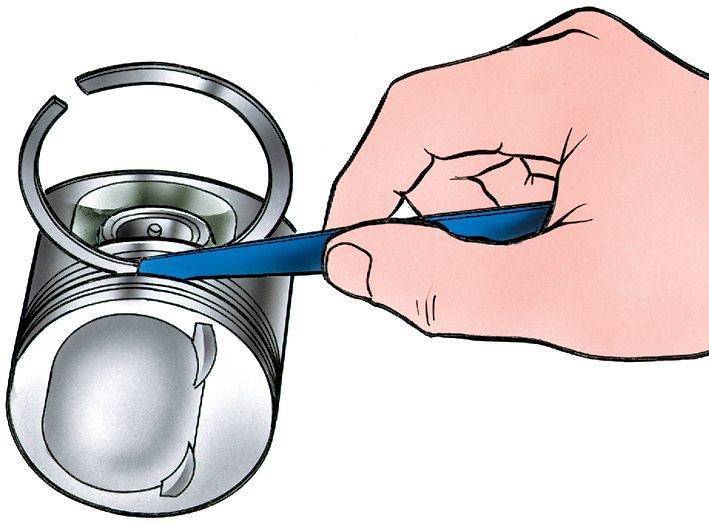
Теперь определим, какой зазор остаётся на поршневых кольцах между концами, если они, то есть кольца, находятся внутри цилиндра. Само кольцо погружают в моторное масло, а затем его нужно сдвигать по стенкам одного из цилиндров – того же, где оно будет «трудиться»:
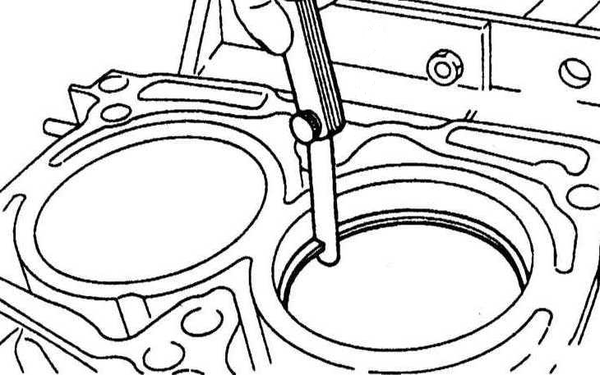
Зазор промеряют, когда кольцо зажато стенками цилиндра
Для выполнения этой операции обычно используют поршень, если последний уже был демонтирован. Смысл в том, чтобы довести кольцо примерно до того уровня, на котором оно находится при работе мотора. Допустим, расточка блока производилась недавно. Тогда кольцо перемещают вниз на 3-5 мм (этого достаточно). А дальше, используя комплект щупов, операцию доводят до завершения.
Моторное масло, используемое для смазки колец, может быть любым. В двигателе успешно сгорает всё!
Конструкционные материалы деталей ЦПГ
Сегодня цилиндры и поршни двигателя чаще всего производят из алюминия или стали с различными присадками. Иногда для внешней части блока цилиндров используют алюминий, имеющий небольшой вес, а для гильзы, контактирующей с движущимся поршнем, – более прочную сталь.
В отличие от чугуна, который применялся ранее для изготовления деталей ЦПГ, внедрение алюминия – намного более легкого, но износостойкого материала – стало толчком к появлению мощных и высокооборотистых двигателей.
Поршневые кольца, наиболее подверженные износу и деформациям, производят из специального высокопрочного чугуна с легирующими добавками (молибденом, хромом, вольфрамом, никелем).
Значительные механические и тепловые циклические нагрузки отрицательно сказываются на работоспособности элементов цилиндро-поршневой группы. В то же время от их состояния напрямую зависит стабильная компрессия двигателя, обеспечивающая его уверенный холодный и горячий запуск, мощность, экологичность и другие эксплуатационные показатели.

Именно поэтому для изготовления поршней и других деталей ЦПГ применяются материалы, обладающие высокой механической прочностью, хорошей теплопроводностью, незначительным коэффициентом линейного расширения, отличными антифрикционными и антикоррозионными свойствами.
В целях снижения потерь на трение производители поршней покрывают их боковую поверхность специальными антифрикционными составами на основе твердых смазочных частиц: графита или дисульфида молибдена. Однако со временем заводское покрытие разрушается, поршни снова испытывают высокие нагрузки, под влиянием которых изнашиваются и выходят из строя.
Состав на основе сразу двух твердых смазок – высокоочищенного дисульфида молибдена и поляризованного графита – применяется для первоначальной обработки юбок поршней или восстановления старого заводского покрытия.
MODENGY Для деталей ДВС имеет практичную аэрозольную упаковку с оптимально настроенными параметрами распыления, поэтому наносится на юбки поршней легко, быстро и равномерно.
На поверхности покрытие создает долговечную сухую защитную пленку, которая снижает износ деталей и препятствует появлению задиров.
MODENGY Для деталей ДВС полимеризуется при комнатной температуре, не требуя дополнительного оборудования.
Для подготовки поверхностей перед нанесением покрытия их необходимо обработать Специальным очистителем-активатором MODENGY. Только в таком случае производитель гарантирует прочное сцепление состава с основой и долгий срок службы готового покрытия. Оба средства входят в Набор для нанесения антифрикционного покрытия на детали ДВС.

Почему изменяется зазор между поршнем и цилиндром
Конструкторы автомобилей стремятся, чтобы детали двигателя работали в режиме жидкостного трения.
Это такой способ смазки трущихся поверхностей, когда благодаря прочности масляной плёнки или подаче масла под давлением и при требуемом расходе непосредственного соприкосновения деталей не происходит даже под значительной нагрузкой.
Не всегда и не во всех режимах подобное состояние можно удержать. Влияют на это несколько факторов:
- масляное голодание, подвода смазывающей жидкости, как это делается в подшипниках скольжения коленчатого и распределительного валов, под давлением в зону между поршнем и цилиндром не производится, а прочие способы смазки не всегда дают стабильный результат, лучше всего работают специальные масляные форсунки, но по разным причинам ставят их неохотно;
- некачественно сделанный или изношенный рисунок хонингования на поверхности цилиндра, призван он удерживать масляную плёнку и не давать ей полностью исчезнуть под усилием поршневых колец;
- нарушения температурного режима вызывают обнуление теплового зазора, исчезновение масляного слоя и появление задиров на поршнях и цилиндрах;
- применение некачественного масла с отклонением по всем значимым характеристикам.
Кажется, парадоксальным, но больше изнашивается поверхность цилиндра, хотя она обычно изготовлена из чугуна, это цельный чугунный блок или различные сухие и мокрые гильзы, залитые в алюминий блока.

Даже если гильза отсутствует, поверхность алюминиевого цилиндра подвергается специальной обработке, и на ней создаётся слой специального твёрдого износостойкого покрытия.
Связано это с более стабильным давлением на поршень, которое при наличии смазки почти не снимает с него металл при движении. А вот цилиндр подвержен грубой работе пружинных колец с высоким удельным давлением из-за малой площади контакта.
Естественно, поршень тоже изнашивается, даже если это происходит с меньшей скоростью. В результате суммарного износа обеих поверхностей трения зазор непрерывно увеличивается, причём неравномерно.
Устройство и принцип работы
Конструкция компрессионного кольца проста: это кольцо, имеющее зазор для того, чтобы его упругость позволяла кольцу расходиться, сохранять прижим рабочей кромки к стенкам цилиндра. Материал – высокопрочный чугун, реже – высоколегированная сталь.
Условия работы верхнего компрессионного кольца жестки: это и высокая температура, и давление. В момент воспламенения смеси давление доходит до 90 бар, температура – приближается к 1500 градусов. По мере износа цилиндра он теряет равномерность диаметра, и при каждом ходе поршня вверх-вниз кольцу приходится сжиматься и разжиматься, что способствует накоплению усталостных напряжений. Для увеличения ресурса как минимум верхнее кольцо покрывается слоем хрома, который имеет высокую твердость.
Второе компрессионное кольцо работает в более легких условиях – в этом месте поршень уже холоднее, а прямая теплопередача от раскаленных газов на него уже не действует. Поэтому оно может и не хромироваться.
Маслосъемные кольца изначально выполнялись цельночугунными, они имели две рабочие кромки с канавкой между ними. Масло, которое пропускалось нижней кромкой, собиралось верхней в эту канавку, а через радиальные отверстия в ней попадало в отверстия в юбке поршня и отводилось внутрь него. Такая конструкция имела серьезный недостаток: обе кромки работали одновременно, в изношенных двигателях, где кольцо перекашивалось вместе с поршнем, происходил прорыв масла за кольцо. Поэтому изобрели составные конструкции: в них два тонких колечка прижимаются к краям канавки пружинящим расширителем, через который и стекает внутрь поршня собранное масло. За счет малой ширины отдельных колец и их работы такая конструкция сохраняет эффективность при перекосах поршня.
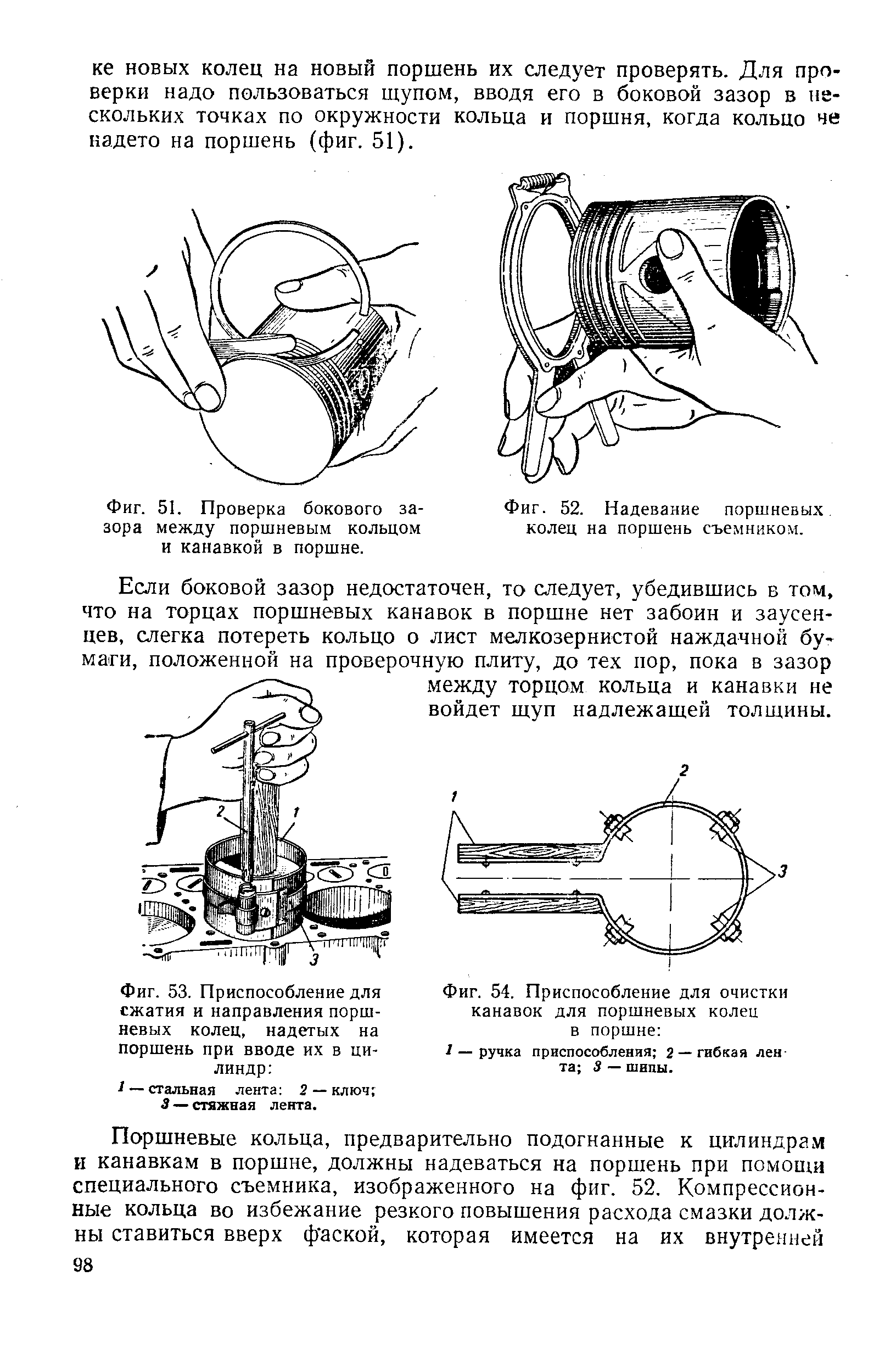
Какой должен быть зазор на поршневых кольцах? Детальный разбор
Тема, интересующая многих автолюбителей, как установить зазор между поршневыми кольцами, а особенно интересует это тех, кто собирается проводить ремонтные работы самостоятельно
Каждый знает, что любой автовладелец (опытный, или нет), старается больше узнать о повреждениях, которые могут возникнуть во время эксплуатации авто, а также о мерах их предосторожности
Какой должен быть зазор на поршневых кольцах? Мы рассмотрим различные особенности, и специфику темы, а также ознакомимся с основными приёмами и техниками, для ремонта этой детали.
Во-первых, самым первым шагом будет являться факт, который связан с осмотром поршней. Необходимо проверить и тщательно осмотреть поршень на наличие на поверхности трещин, или мелких механических повреждений. Если вы заметили даже небольшой дефект, то следует немедленно заменить поршень на новый. Чтобы избежать неприятной ситуации, или более крупной поломки.
Во-вторых, если у вас разобран двигатель, то следует также уделить внимание и поршням. К таким профилактическим мерам можно отнести очистку головки поршня от имеющегося нагара, очистка и обработка канавок которые находятся под поршневыми кольцами
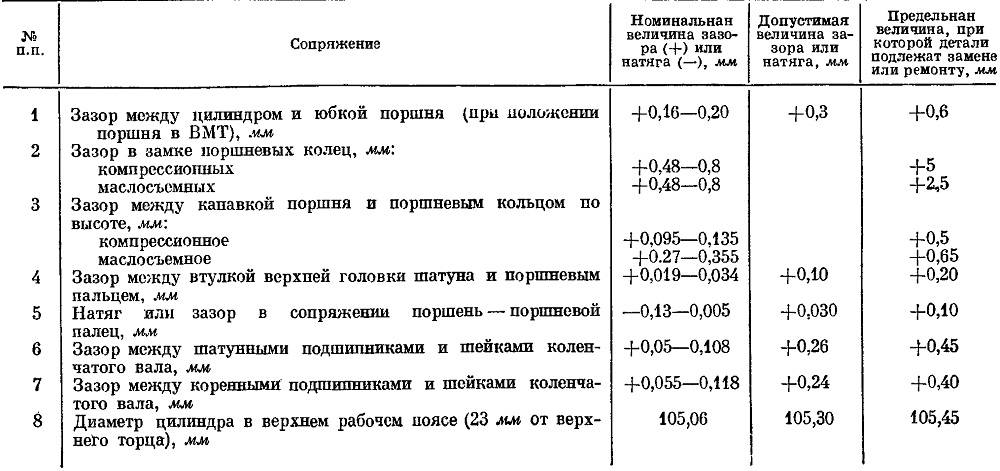
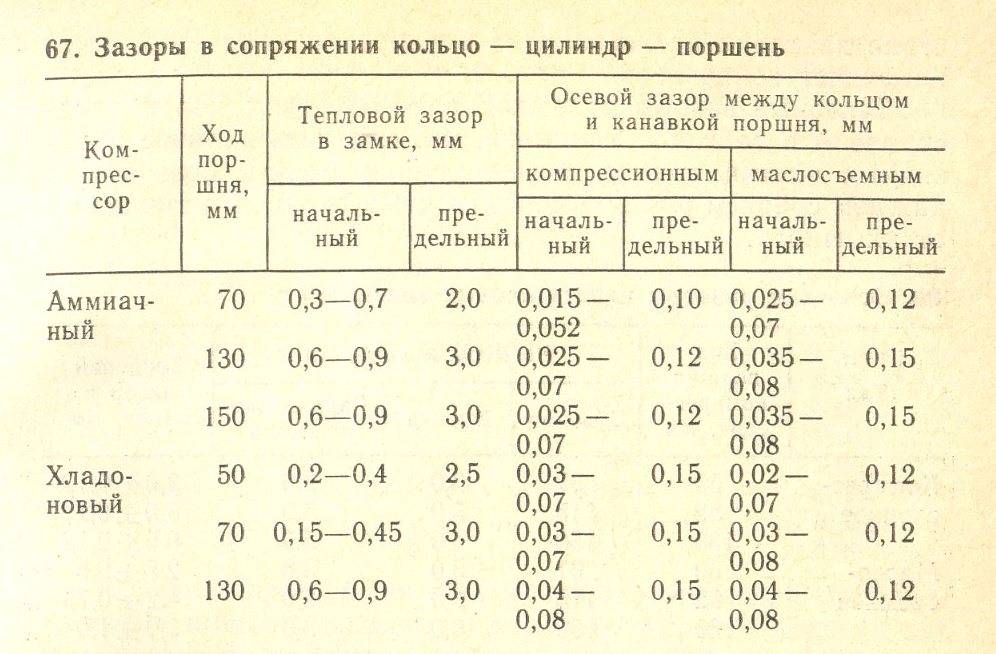
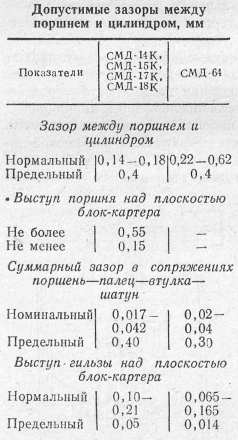
В-третьих, после того как поршень был очищен, следует обязательно осмотреть зазоры между канавками и кольцами. В решении данной проблемы как никогда лучше подойдёт таблица, в которой будут указаны номинальные зазоры поршневых колец.

Это:
- Параметры верхнего компрессионного кольца должны быть 1-0.04-0,075 мм;
- Компрессионное кольцо, которое находится внизу, должно быть размером 2-0,03-0,065 мм;
- Маслосъемное кольцо с зазором в 3-0,02-0,055 мм.
Помните, что для каждого зазора характерны свои параметры и расстояние, самое главное — не перепутать их. Допустимый зазор должен быть равен 0,15 мм. В том случае, если на глаз тяжело точно определить расстояние между зазорами поршней, то можно воспользоваться специальным прибором — микрометром.
Как правильно использовать микрометр, чтобы определить размер зазора на поршневых кольцах? Нужно померить диаметр поршня сразу в нескольких местах по его окружности. Потом измерить ширину канавок, используя при этом специальные щупы.

После измерений следует вычислить средний показатель значения зазоров. Если показатели отличаются друг от друга, то следует заменить поршень, если показатели одинаковы, то всё в порядке.
В-четвёртых, измерение зазоров в замках поршневых колец. Выполнять данное измерение можно как при помощи специальной оправы, так и при наличии простого предмета цилиндрической формы. Показатели и параметры зазора следует измерять при помощи специального щупа. Параметры зазора пригодного для эксплуатирования имеют следующие пропорции – 0,25-0,45 мм.

При этом может допускаться погрешность равная 1,0 мм, которая может возникнуть в результате износа детали. В том случае, если размер зазора выше нормы, то поршень необходимо поменять. Если же измеренный зазор меньше указанных параметров (0,25 мм.), то всё, что нужно это просто подточить торцы до нужного размера.
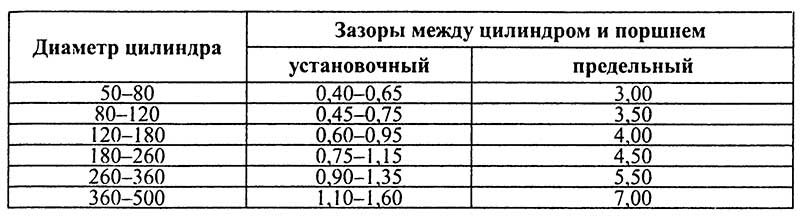
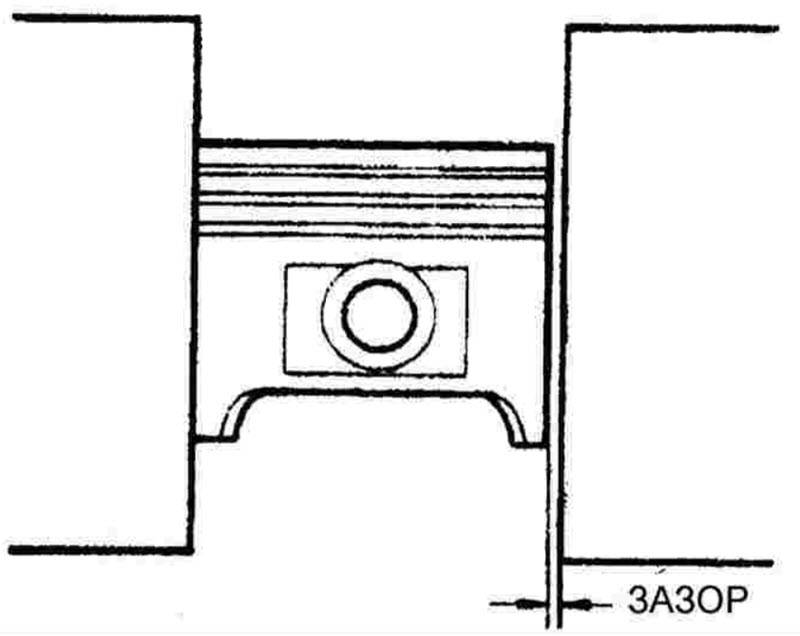
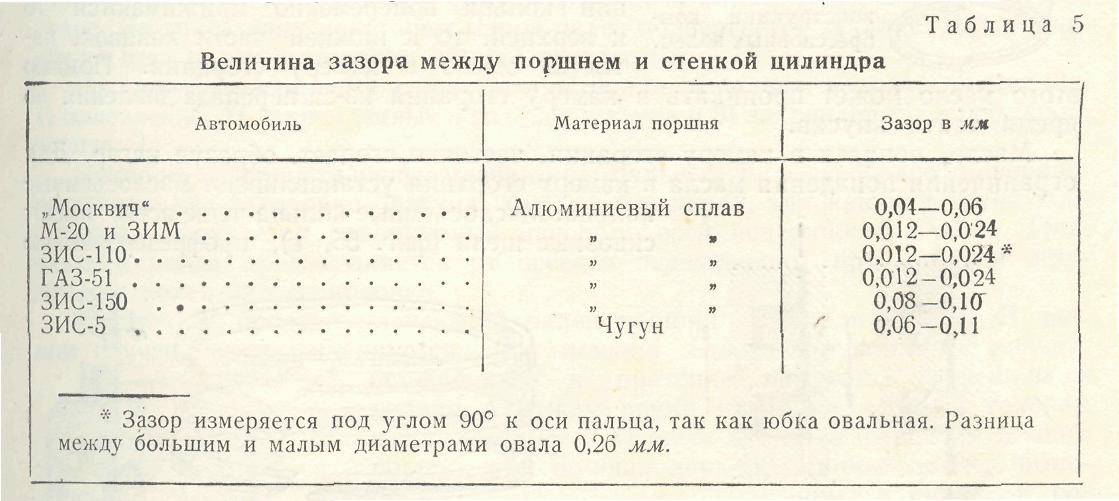
В-пятых, измерение зазора между поршнями и цилиндрами. Данное измерение основывается на установлении соответствия между уже измеренными диаметрами поршня и цилиндра. Здесь стандартные показатели равны от 0,025 до 0,045 мм, при возможном износе 0,15 мм.
Признаки и причины износа (поломки) поршневых колец
На автомобилях ВАЗ в процессе эксплуатации происходит износ двигателя, так же выходят из строя ПК. Кольца могут:
- ломаться на две или несколько частей;
- изнашиваться по толщине;
- иметь общий износ.
Часто поломка деталей происходит вследствие перегрева ДВС, в этом случае в цилиндрах уменьшается компрессия, и мотор теряет мощность. Признаками неисправных ПК является:
- сизый дым из трубы глушителя, особенно часто он проявляется после долгой работы на холостых оборотах при резком нажатии на педаль газа;
- повышенный расход масла в двигателе;
- падение мощности, мотор перестает тянуть;
- закоксовывание свечей зажигания.
Если появляются признаки неисправности в поршневой группе, в первую очередь меняются поршневые кольца. Но замена ПК не всегда дает нужный эффект, часто после ремонта мотор продолжает дымить и расходовать масло. Причина здесь простая – имеется износ в самих цилиндрах. В блоке обычно гильзы изнашиваются неравномерно – они приобретают овальную форму, из-за выработки поршневые кольца не прилегают плотно к стенкам цилиндров и не обеспечивают герметичность.
Стук в двигателе: причины и пути решения
Современные автомобили отечественного и импортного производства комплектуются надежными, производительными, износостойкими силовыми агрегатами. Но любые моторы имеют определенный ресурс, основные элементы и комплектующие двигателей изнашиваются при интенсивной эксплуатации. Со временем любой силовой агрегат подлежит капитальному ремонту, стоимость которого зависит от марки и модели техники.
Определить необходимость технического обслуживания и ремонта можно по нескольким визуальным признакам:
- владелец может услышать нехарактерный стук, который силовой агрегат издает при работе, из выхлопной трубы появляется густой, черный дым;
- постепенно возрастает расход моторного масла, топлива, снижается мощность, ухудшается динамика;
- наибольшее беспокойство вызывают стуки мотора.
Исправный силовой агрегат работает без каких-либо шумов, поэтому появление стуков говорит о необходимости обращения в сервисный центр.
Стуки в силовом агрегате вызваны ударами металлических элементов друг об друга. В местах соприкосновения комплектующих возникают большие нагрузки, поэтому быстрый износ деталей является наибольшей проблемой. Чем интенсивнее стук, тем быстрее комплектующие приходят в негодность, мотор выходит из строя. Если при первых появлениях посторонних шумов не принять мер, последующий ремонт будет стоить дорого.
Посторонние шумы возникают также при увеличении зазоров между рабочими элементами агрегата. Тональность звука при работе неисправного мотора сильно меняется. Опытному специалисту достаточно послушать шум силового агрегата, чтобы понять, в чем может быть причина. Если вовремя не принимать необходимых мер, стук будет прогрессировать, его тональность зависит от материалов соприкасающихся деталей.
Если причина посторонних шумов заключается в износе комплектующих ГРМ, стук остается постоянным в течение длительного времени. Изменение его тональности и интенсивности говорит об износе деталей из высокопрочных сплавов, а также о скором выходе ГРМ из строя. Если изношены мягкие детали силового агрегата, например, шатунный и коренной вкладыши, подшипники распределительного вала, стук двигателя быстро проявляется и также интенсивно усиливается.

Для любого собственника появление посторонних шумов мотора – это всегда неприятность, дополнительные затраты на техобслуживание и ремонт. Для того, чтобы избежать больших проблем, необходимо оперативно посетить сервисный центр. Определить самостоятельно причину стука достаточно сложно, так как источником шумов могут быть различные узлы и элементы. В двигателе могут стучать подшипники, шатуны, навесное оборудование и другие элементы.