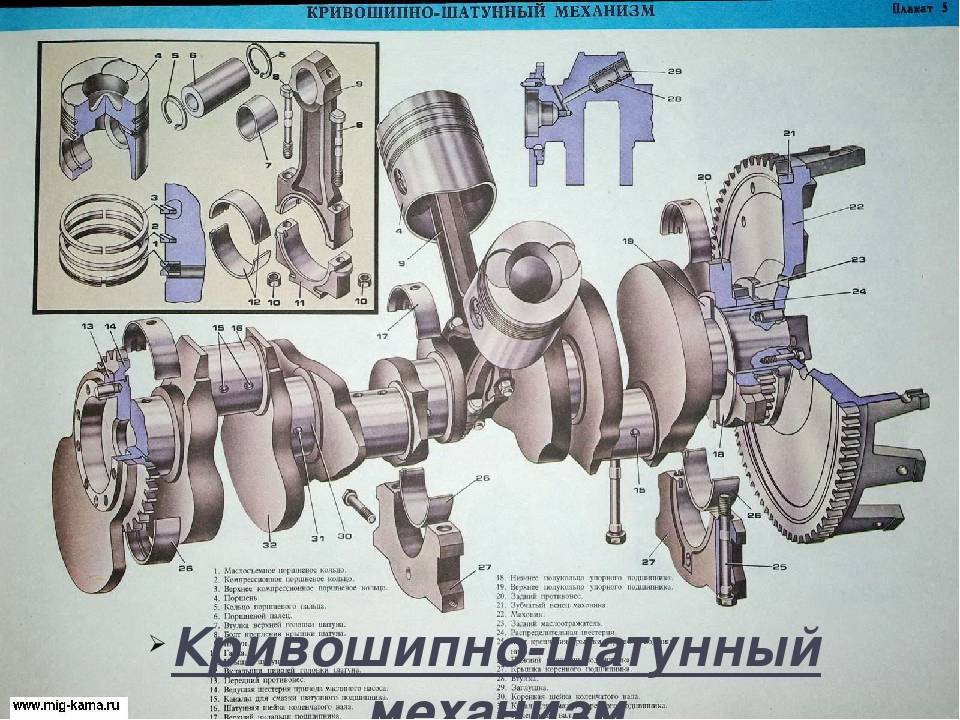
Общая информация
Коленчатый вал — основной механизм кривошипно-шатунной группы двигателя внутреннего сгорания. Предназначен для преобразования поступательного движения во вращательное. Реализовано это с помощью сложной геометрии детали. Во время работы ДВС весь кривошипно-шатунный механизм (в дальнейшем КШМ) испытывает существенные нагрузки. Это инерционные нагрузки и давление газов в результате сгорания топливно-воздушной смеси в цилиндрах. В совокупности нагрузки имеют не постоянный, а переменный характер.
В связи с этим к изготовлению коленвала выдвигаются особые требования. Он должен быть устойчивым к температуре и износу. Но любая деталь, находящаяся длительное время под нагрузкой, может потребовать ремонта. В данном случае это расточка и шлифовка коленвалов. Давайте более подробно рассмотрим, что же это за процедура и как выполняется.
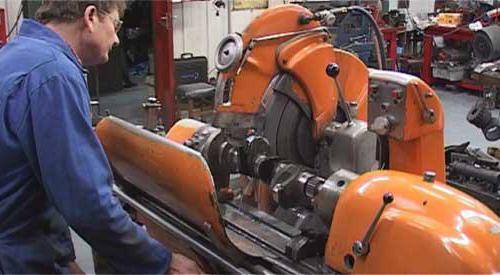
Технология шлифовки
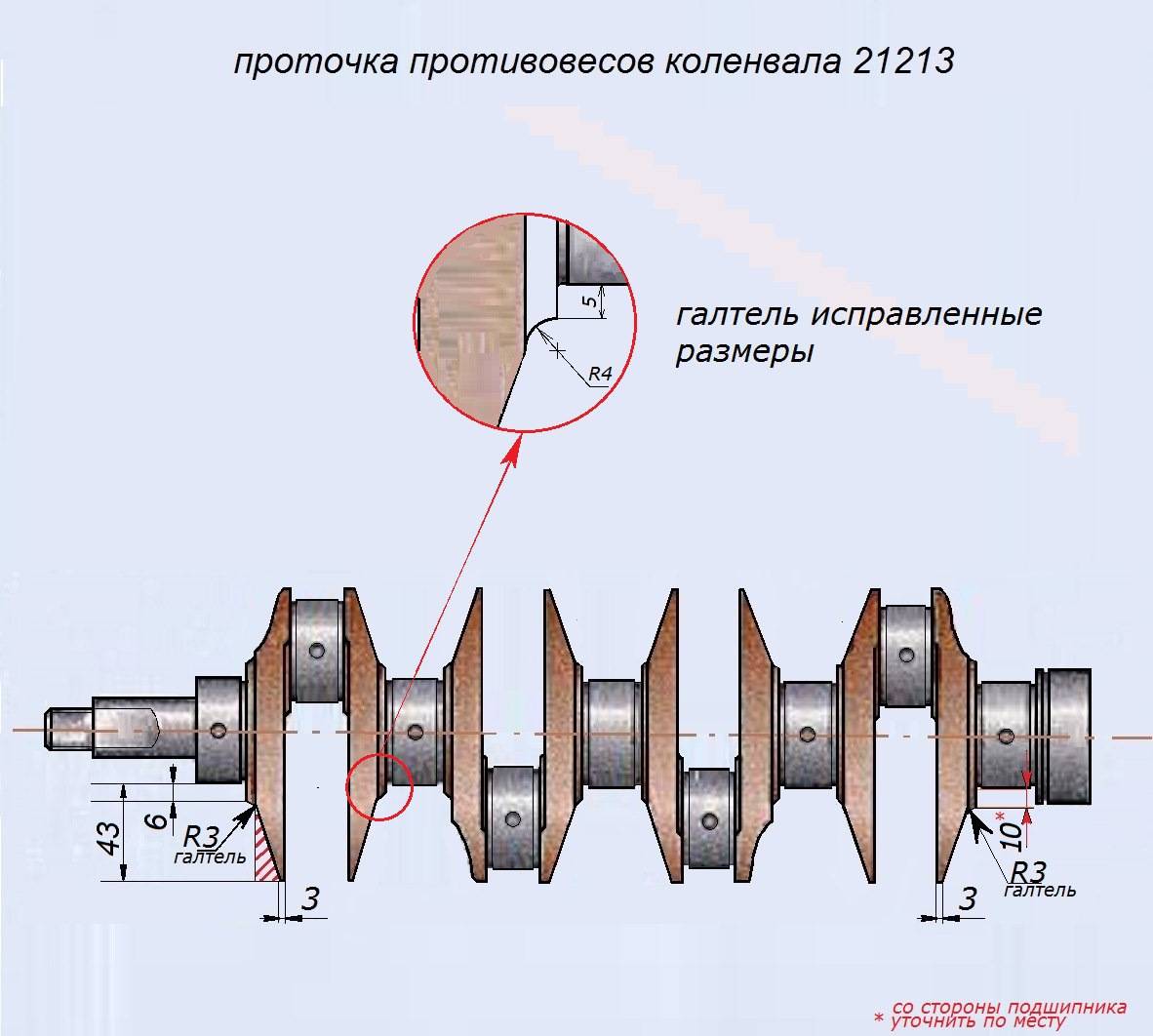
Как было отмечено ранее, процесс достаточно сложный и ответственный. Начинать шлифовку нужно со самого слабого места. В большинстве случаев это коренные или шатунные шейки. Особенно это касается шеек малого диаметра, не имеющих полноценного противовеса. Они изнашиваются в самую первую очередь. Если же восстановление раньше уже имело место, то начинать нужно с некондиционных точек. К примеру, с хвостовика коленчатого вала. Обусловлено это тем, что можно потерять параллельность шеек и все нужно будет переделывать.
Некоторые компании ведут сбор информации о моторах, шлифовка коленвалов которых не дала должного результата и ДВС быстро вышел из строя. Чаще всего причиной служит трещина, которая начинается от галтели в месте обработки и переходит в нетронутую шлифовкой область. Причина — некачественная работа специалиста
Особенное внимание стоит уделять современным форсированным двигателям
Что такое шатунные и коренные вкладыши и в чем их функция
В двигателе погрузчика есть элемент, называемый коленчатым валом. Это высоконагруженный элемент, и конструкционно устанавливается он не на обычные, шариковые подшипники, а на подшипники скольжения.

Подшипники скольжения представляют собой металические пластины, покрытые специальным антифрикционным слоем.
Эти пластины и есть шатунные вкладыши. Они крепятся в специальных местах, называемых постелями. Необходимость крепления шатунных вкладышей обусловлена несколькими причинами.
Во-первых, на вкладыше имеется отверстие, которое предназначено для движения масла и должно быть совмещено с аналогичным отверстием в постелях.
Во-вторых, правильное крепление обеспечивает трение на поверхностях, специально для этого предназначенных.
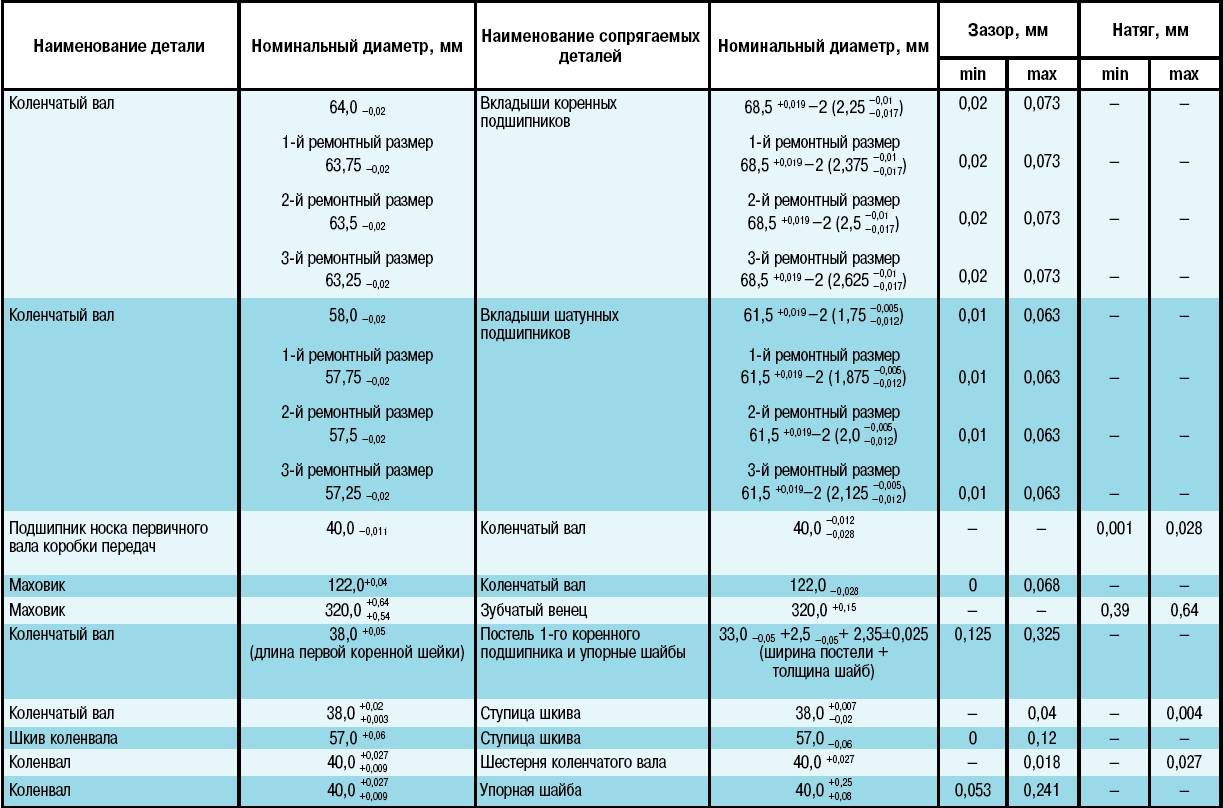
Измерение сопряженных деталей
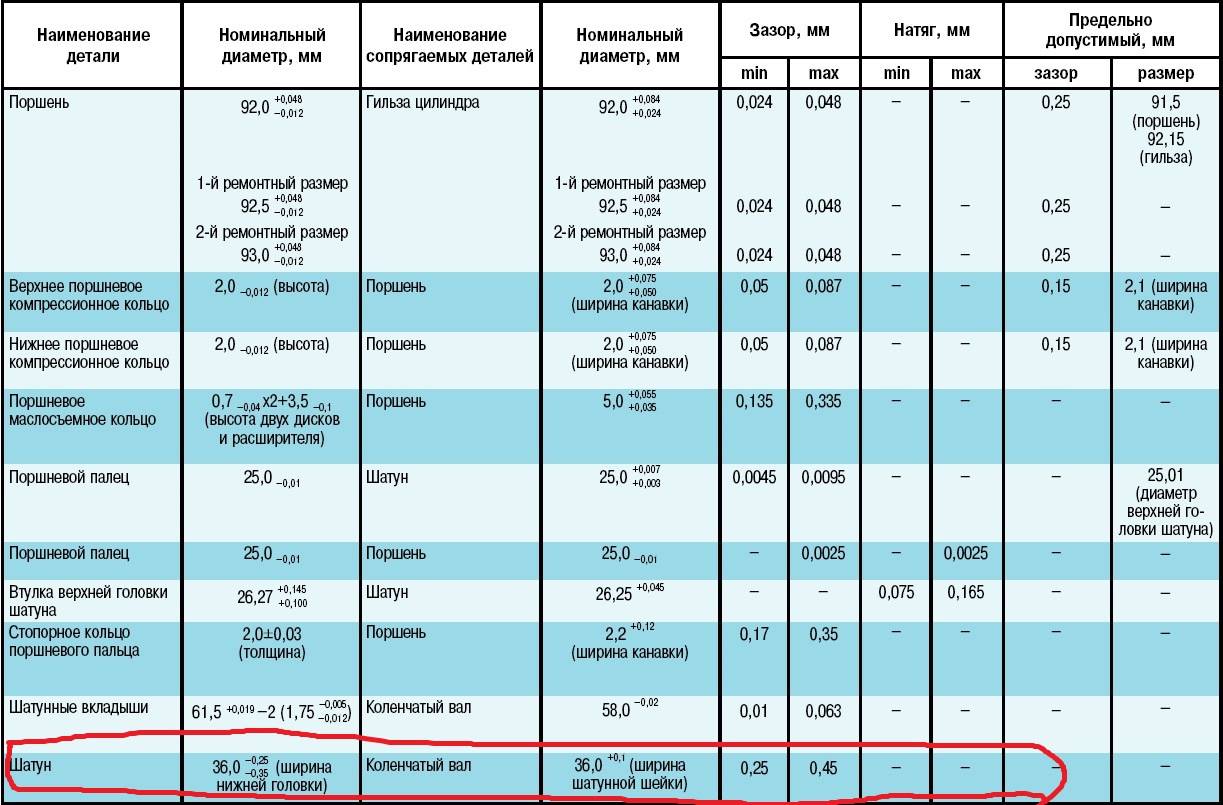
Другой способ определения ремонтного размера предполагает последовательное измерение сопряженных деталей. Измеряется диаметр постели нутромером. Затем с помощью микрометра и шарика подшипника определяется толщина вкладыша. Измерения толщины вкладыша выполняются ближе к середине. следует учитывать отклонения формы постёли и зазор нигде не должен быть меньше 0,03 мм.
Следует отметить, что при измерениях постелей подшипников нередко оказывается, что их размер превышает уже заданный в литературе максимальный на 0,02 мм. Для шатунов это может быть исправлено обработкой отверстия постели в то же время как обработка постелей коренных вкладышей без специализированного оборудования проблематична. Небольшая их деформация, может быть компенсирована соответствующим незначительным увеличением диаметра вала. В любом случае все измененения размеров должны выполняться только после тщательных измерений, чтобы избежать ошибок, приводящих к недопустимому уменьшению зазоров в подшипниках.
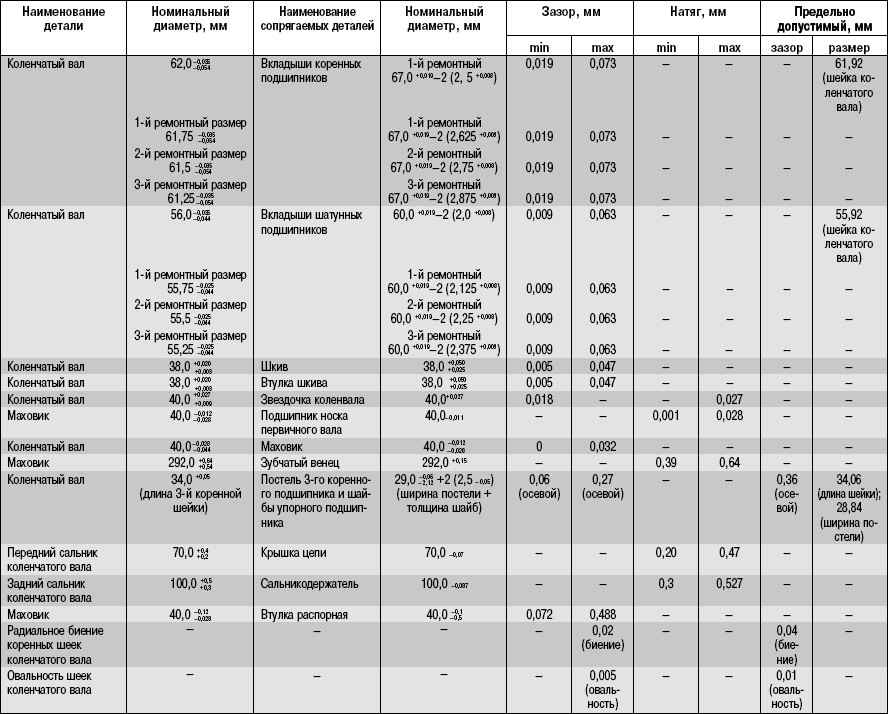
Для сильно изношенных валов (износ шеек более 0,10-0,15 мм) определение ремонтного уменьшения диаметра шеек имеет особенности
Если вал не деформирован или правился, то основное внимание должно быть уделено шатунным шейкам. Так, максимально возможный ремонтный диаметр зависит от износа и овальности шейки
Практика показывает, что сильно изношенные шейки всегда овальны, причем максимальный износ наблюдается в направлении, близком к радиусу кривошипа. Например , максимальный износ шейки 0,15 мм, а овальность 0,1 мм то шейка вала пройдет в ремонтное уменьшение 025 мм. Биение коренных шеек вала еще больше усложняет подбор ремонтных размеров для шатунных шеек, исходя из условия сохранения хода поршня. Кроме того, после длительной эксплуатации двигателя и, особенно, серьезных повреждений шатунных шеек вал может иметь остаточное скручивание, когда, например, оси попарно расположенных шатунных шеек не совпадают. Чем сильнее износ и эллипсность шатунных шеек и чем меньше припуск на шлифование, тем, очевидно, сложнее обеспечить равенство радиусов кривошипа и общую ось парных шеек. На практике эти требования часто удается выполнить только при неоправданно больших ремонтных уменьшениях диаметров, а в некоторых случаях не удается вообще.
При сильном износе шатунной шейки и минимальном припуске на шлифование нередко приходится переходить на новую ось шейки, смещенную относительно старой на меньший радиус на величину, близкую к половине эллипса .
Обычно эта величина не превышает 0,1-0,3 мм, что является допустимым для всех типов двигателей легковых автомобилей (включая дизельные). Смещение более 0,3-0,5 мм может быть нежелательно для дизелей, это вызывает заметное снижение степени сжатия. Поэтому во всех случаях, когда обеспечить одинаковые радиусы кривошипов невозможно, следует стремиться к минимальной их разнице.
Как расточить цилиндр своими силами
Примерная глубина паза должна равняться 10 мм.
Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
- Шкурка обильно смачивается маслом.
- Абразивная бумага оборачивается вокруг оправки.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет.
Спешить в процессе расточки цилиндров не стоит. Идеальный вариант расточки
Гаситель вращательных моментов
Коленвал двигателя КамАЗ 740″ оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.

Коленвал КаМАЗ 740, Характеристики коленчатого вала КаМАЗ 740 и ремонтные размеры.
Коленчатый вал КаМАЗ 740 изготавливается из высокоуглеродистой стали методом горячей штамповки а также упрочняется с помощью азотирования или же закалкой токами высокой частоты (ТВЧ). Закалке подвергаются шатунные и коренные шейки. Коленвал КаМАЗ 740 имеет четыре шатунных шейки и пять коренных опор, которые связывают щоки. Шатунные шейки вала изготовлены так, что имеют внутри полости, которые закрываются заглушками. Полости рассчитаны на дополнительную очистку масла посредством центробежных сил.
Для уравновешивания центробежных сил на так называемом носке (переднем конце коленвала) и хвостовике (заднем конце коленвала) установлены противовесы которые на щеках они выполнены вцелую с валом, а на носик напрессовываются в момент сборки и зафиксированы с помощью сегментной шпонки.
На переднем конце коленчатого вала закреплена шестерня привода насоса масляного, она является ведущей, а на хвостовике (заднем конце) — шестерня с маслоотражателем распределительная. В передней части (носика) коленчатого вала выполнены отверстия используемые для установки полумуфты. В передней части хвостовика — два отверстия предназначенные для запрессовки штифтов фиксирующих маховик, осевое отверстие для опорного подшипника первичного вала коробки передач и резьбовые отверстия для болтов крепления маховика.
Возможность осевых смещений исключается фиксацией вала с помощью четырех упорных сталеалюминиевых полуколец, которые устанавливаются в выточки блока-картера двигателя и крышки коренной опоре. На задней части (на хвостовике), коленчатый вал уплотнен сальником запрессованным в картер маховика.
Роль шатунных и коренных подшипников выполняют вкладыш которые устанавливаются в так называемые – постели. Вкладыши как коренные так и шатунные изготавливаются из стальной ленты, которая покрыта слоем свинцовистой бронзы. В коренных вкладышах верхние и нижние части не являются взаимозаменяемыми, так как на верхних расположены отверстия подводящие масло и канавки его распределяющие. А вот половинки шатунных вкладышей взаимозаменяемы.
В процессе работы двигателя происходит изнашивание шеек коленчатого вала КаМАЗ, и его разрешается шлифовать четыре раза, а вкладыши существуют выпускаются в семи ремонтных размерах.
Но еще одной особенностью коленвала КаМАЗ есть то, что блок и шатуны тоже можно растачивать в размер.
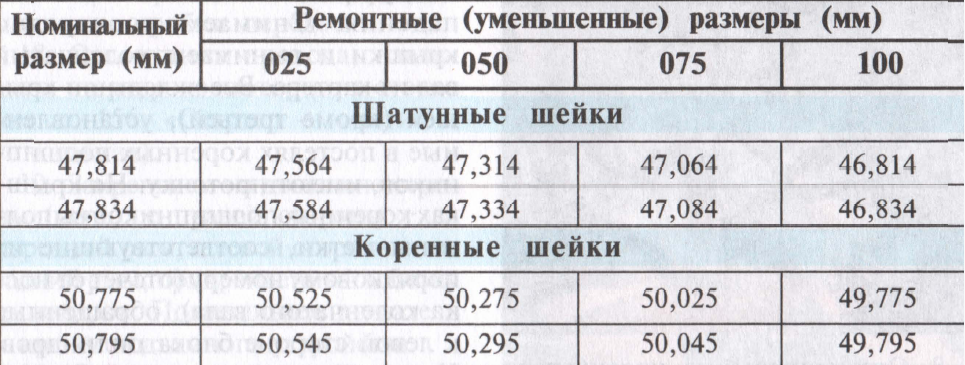
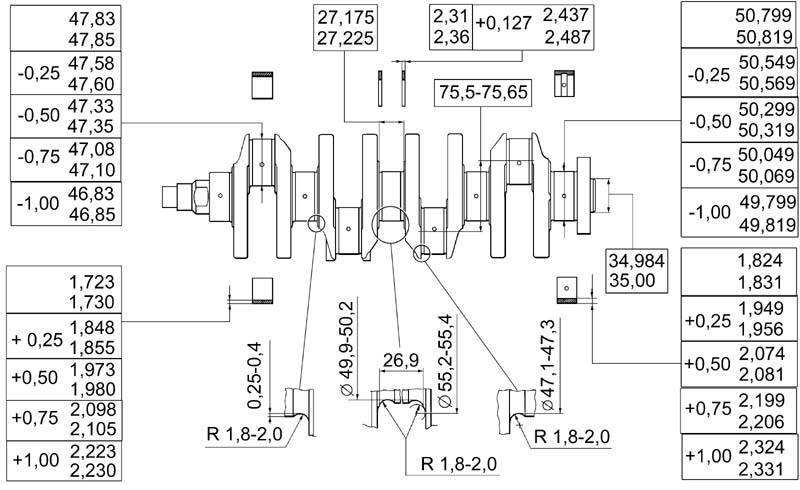
Ремонтные размеры шеек коленчатого вала и постелей под вкладыши
| Шатунный подшипник | Коренной подшипник | ||||
| диаметр, мм | маркировка вкладыша | диаметр, мм | маркировка вкладыша верхнего (нижнего) | ||
| шейки коленчатого вала | постели шатуна | шейки коленчатого вала | постели блока | ||
| 79,50-0,013 | 85,0+0,01 | 740.1004058 Р1 79,50—85,0 | 94,5-0,015 | 100,0+0,021 | 740.1005170 (740.1005171) Р1 94,50—100,0 |
| 79.00-0,013 | 85,0-0,01 | 740.1004058 Р2 79,00 | 94,0-0,015 | 100,0 -0,21 | 740.1005170 (740.1005171) Р2 94,00—100,0 |
| 80,00-0,013 | 85,5+0,01 | 740.1004058 РЗ 80,00—85,00 | 95,O-0,015 | 100,5+0,021 | 740.1005170 (740.1005171) РЗ 95,00—100,5 |
| 79,50-0,013 | 85,5+0,01 | 740.1004058 Р4 79,50—85,5 | 94,50-0,015 | 100,5+0,021 | 740.1005170 (740.1005171) Р4 94,50—100,5 |
| 79,00-0,013 | 85,5+0,01 | 740.1004058 Р5 79,00—85,0 | 94,0-0,015 | 100,5+0,021 | 740.1005170 (740.1005171) Р5 94,00—100,5 |
| 78,5О-0,013 | 85,0+0,01 | 740.1004058 Р6 78,50—85,00 | 93,50-0,015 | 100,0+0,021 | 740.1005170 (740.1005171) Р6 93,50—100,0 |
| 78,00-0,013 | 85,0+0,01 | 740.1004058 Р7 78,00—85,0 | 93,O-0,015 | 100,0+0,021 | 740.1005170 (740.1005171) Р7 93,00—100,0 |
Клейма ремонтного размера и диаметров шеек коленчатого вала и постелей в блоке или шатуне наносятся на тыльную сторону вкладыша недалеко от плоскости разъема.

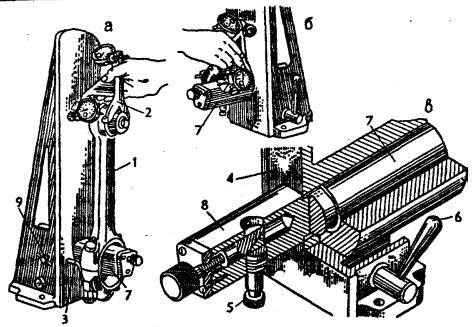
Маховик (рис.2 ) необходим для накопления кинетическойэнергии в течение рабочего хода и вращения коленчатого вала во время вспомогательных тактов, а также для вывода поршня из мертвых точек и уменьшения неравномерности вращения вала.

Маховик отлит из специального серого чугуна. Он закреплен на заднем торце коленчатого вала восемью болтами 3 из легированной стали. Точная фиксация маховика на коленчатом валу достигается с помощью двух установочных штифтов, запрессованных в торец коленчатого вала. На обработанную цилиндрическую поверхность маховика напрессован зубчатый венец 1, предназначенный для соединения с шестерней вала стартера при пуске двигателя. На заднем торце маховика устанавливается сцепление. Для регулирования двигателя на маховике имеются паз под фиксатор 2 маховика и 12 отверстий для проворачивания коленчатого вала ломиком.
Восстановление коленчатых валов
Можно также воспользоваться мастерской по восстановлению коленчатых валов, но я не советую восстанавливать и отдавать на наварку коленвал. Много слышал не одобрительных отзывов о восстановленных коленвалах, первое эти коленвалы ломаются, второе быстро изнашиваются.

Фото. Поломанный коленвал ВАЗ-2103, коленвал последней расточки (размер вкладышей 1.00)
На фото видите поломанный коленвал последней расточки, после расточки этого коленвала и установки на двигатель до поломки он прошел 45000км. правда хозяин этой шестерки движок сильно не жалел и давал ему газу.
Поэтому если у вашей машины коленвал последней расточки, то не гоняйте, езда на такой машине должна быть спокойной.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
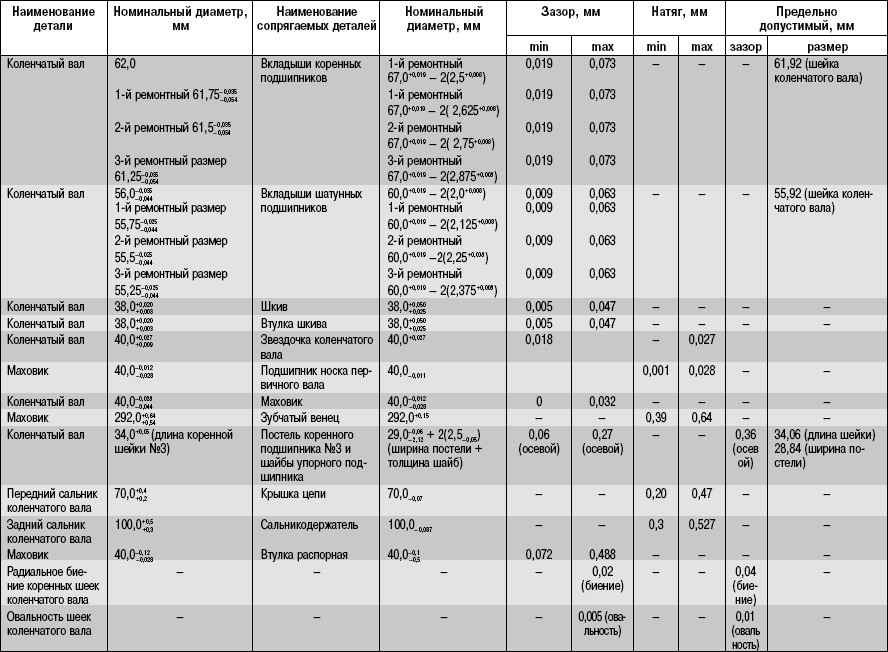
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
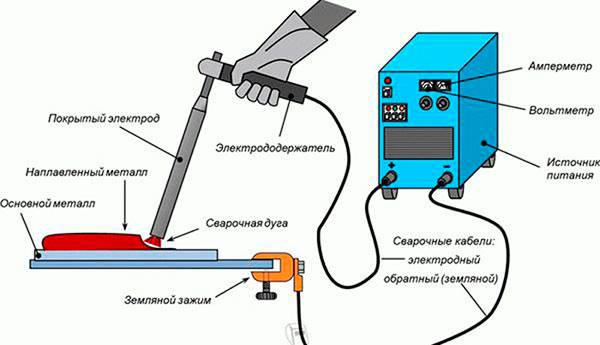
Наплавка электрической дугой
Когда износ выходит за допустимые значения, то восстановить одной шлифовкой невозможно. Нужно восстановить изначальный диаметр, а только потом приступать к проточкам и шлифовальным работам.
Самый простой способ заключается в наплавке. Используют специальные электроды, изготовленные из легированных сталей. После наплавки получают наплавленный слой высокой твердости.
Наплавляемые швы:
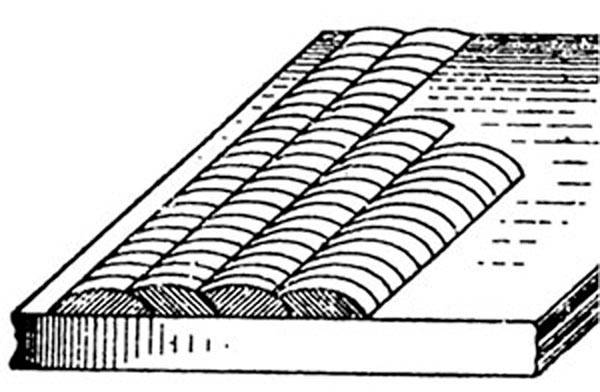
При выполнении этой операции стремятся выполнить несколько основных требований.
- Нужно отрегулировать процесс так, чтобы основной металл, расположенный на шейках, проплавлялся минимально. Здесь возможны варианты изменения наклона электрода. Его позиционируют в разных направлениях.
- При наплавлении поверхностный слой должен минимально перемешиваться с телом детали. Тогда не произойдет перегрев, который может привести к деформации коленвала и нарушению его геометрии.
- При проведении наплавки сразу после завершения наплавления слоя на определенной шейке нужно оперативно охладить деталь. Поэтому производственный цикл может иметь высокую продолжительность, требуется частое охлаждение изделия.
- Выполняя наплавку, необходимо минимизировать толщину наплавляемого слоя. Последующая обработка механическими приспособлениями обязана быть минимальной. Поэтому сварочное оборудование наносит слой, измеряемый долями миллиметра.
Технология наплавки на поверхность детали:
Несколько ремонтных предприятий, разбросанных по стране, производят восстановление коленчатых валов и других деталей методом наплавки. Особенно актуальна подобная работа для импортных автомобилей, у которых возникают трудности с приобретением ремонтных комплектов запасных частей (у некоторых подобные опции не предусмотрены вообще, изготовитель предусматривает полную замену ДВС).
Внимание! Некоторые предприниматели организуют подобные ремонтные подразделения в своих пунктах технического обслуживания автомобилей. Как показывает практика, такие небольшие производства востребованы
Они дают существенную прибыль для основного производства.
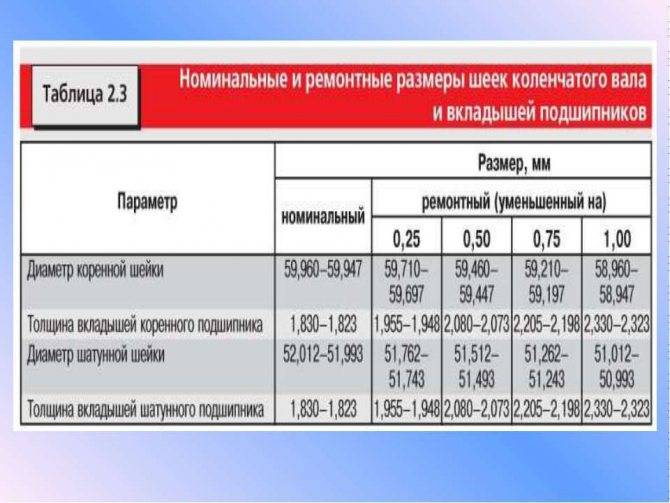
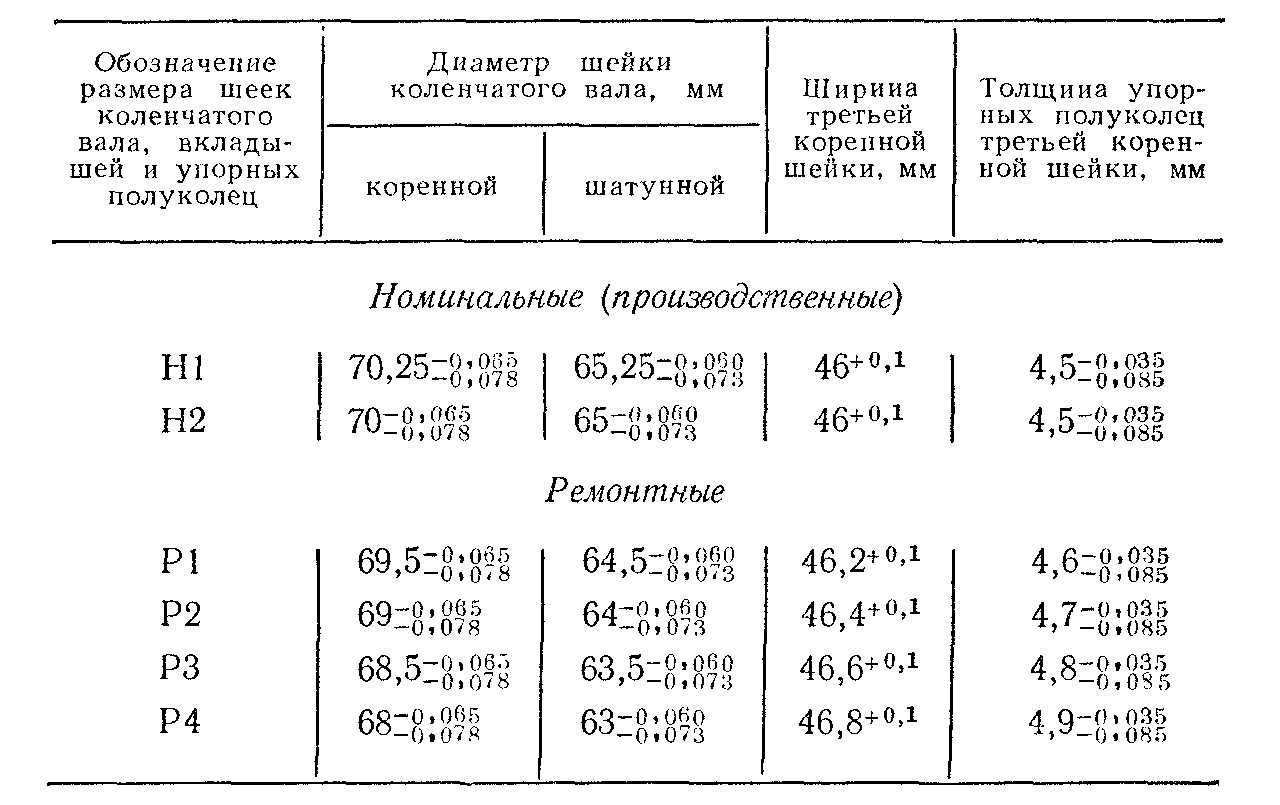
СПОСОБ РЕМОНТНЫХ РАМЕРОВ
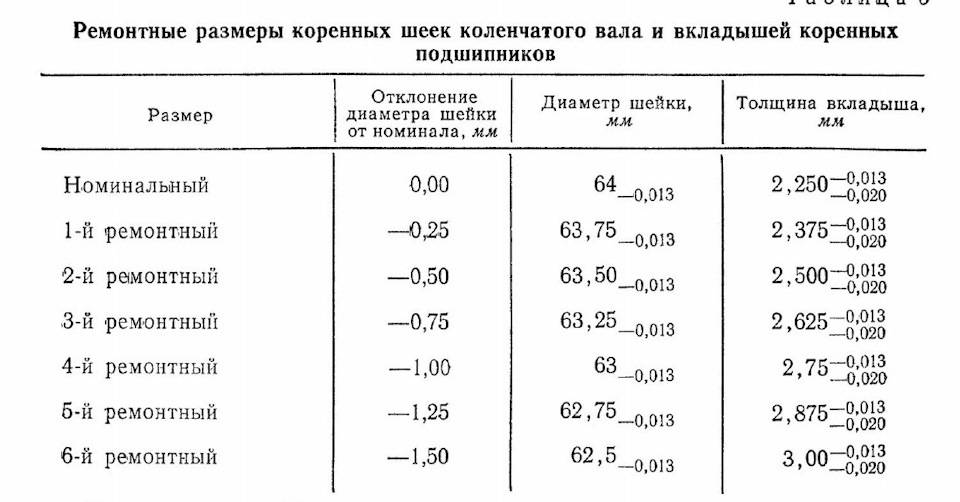
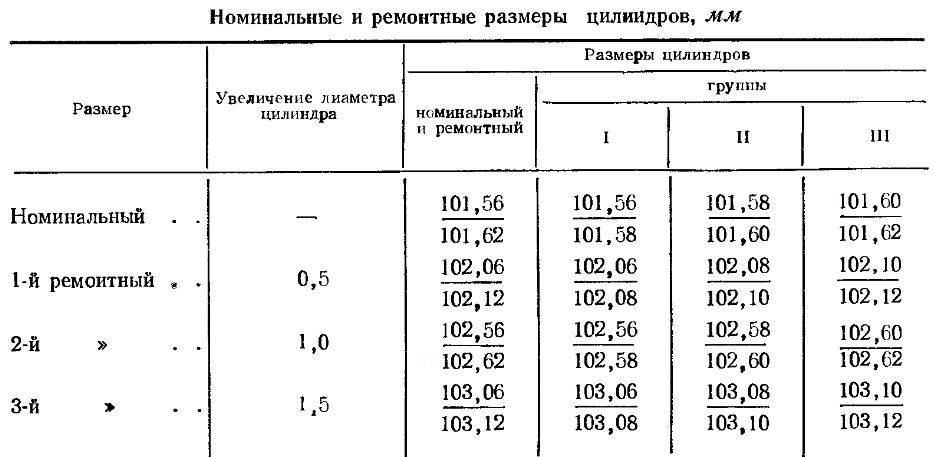
Определение ремонтных размеров шеек валаПри восстановлении вала способом ремонтных размеров следует определить ремонтные размеры шеек вала. При этом следует иметь в виду, что для подавляющего большинства двигателей, выпускаемых не менее пяти лет, можно найти вкладыши подшипников коленчатого вала с ремонтным уменьшением 0,25 и 0,50 мм. Для более старых двигателей часто имеются ремонтные размеры 0,75 мм, реже — 1,0 мм. Вкладыши следующих ремонтных размеров (1,25 и 1,50) встречаются редко. Для относительно новых двигателей вкладыши некоторых ремонтных размеров (обычно 0,25 и 0,50 мм) могут поставляться в запасные части от фирм-производителей автомобилей.
Перед определением ремонтного размера шеек коленчатого вала конкретного двигателя желательно располагать информацией о том, какие ремонтные вкладыши существуют и могут быть приобретены. Поэтому, например, не следует шлифовать вал в какой-либо ремонтный размер до момента получения (приобретения) необходимых вкладышей.
Учитывая, что все способы восстановления коленчатых валов уменьшают надежность их работы, желательно шлифовать вал в один из существующих ремонтных размеров, даже если этот размер соответствует последним ремонтам — 0,75 мм, 1,0 мм и более. К восстановлению шеек следует прибегать только при таких износах, когда последний ремонтный размер уже не проходит, а другого (в том числе, нового) вала приобрести не удается.
Зазор в подшипниках — величина, наиболее сильно влияющая на весь результат ремонта. Так, при зазоре 0,07+0,09 мм увеличивается шум двигателя, может упасть давление масла, что снизит ресурс. В то же время: зазор менее 0,03 мм становится опасен задирами и заклиниванием подшипника. Кроме того, меньший зазор требует , точности обработки постели, в то время как после подготовительной работы и, особенно, после непродолжительного и прогрева, геометрия постели уже не будет идеальной. Вследствие этого не следует стремиться к очень малым зазорам.

Какие функции выполняет каждая из деталей коленчатого вала
Итак, коренная шейка – это опора, которая расположена в коренном подшипнике, размещенном в картере двигателя. Шатунная шейка соединяет коленвал с шатунами. С помощью масляных каналов осуществляется смазывание шатунных подшипников. Щеки нужны для связи коренных и шатунных шеек. Носок – это фронтальная часть вала, где закреплено зубчатое колесо или шкив, нужный для контроля мощности привода газораспределительного механизма и вспомогательных агрегатов и систем.
Хвостовик – тыльная часть вала, соединяющаяся с маховиком для контроля основной части мощности. Противовесы служат для разгрузки коренных подшипников от сил инерции.
Принимает действия расширяющихся газов при рабочем ходе поршней, которые передаются шатунами, и преобразует их в крутящий момент, обеспечивает движений поршней во время пуска двигателя. Изготавливается коленчатый вал из среднеуглеродистых легированных сталей и литьем из чугуна модифицированного магнием.
Форма коленвала будет определена числом и расположением цилиндров, а также порядком работы и тактностью двигателя. Обычно применяются полноопорные , потому как шатунные шейки располагаются между коренными. Поверхностный слой подвергается закалке на глубину 4 мм для повышения износостойкости.
Коленчатый вал – стальной, изготовлен методом горячей штамповки. Все поверхности вала азотированы и глубина азотированного слоя не менее 0,35 мм. Коленчатый вал имеет пять коренных опор и четыре шатунные шейки. На шатунных шейках установлены шатуны (по два на каждую). Коренные и шатунные шейки в процессе работы смазываются маслом под давлением. Масло подается к коренным опорам, а затем, по наклонным каналам к шатунным шейкам. В шатунных шейках есть закрытые заглушками внутренние полости, где масло подвергается дополнительной центробежной очистке.
Для уравновешивания двигателя и разгрузки коренных подшипников от инерционных сил движущихся масс поршней и шатунов и неуравновешенных центробежных сил на щеках коленчатого вала установлены противовесы, в сборе с которыми вал балансируется. Кроме того, в систему уравновешивания входят две выносные массы, одна из которых выполнена в виде выемки на маховике, закрепленном на заднем конце коленчатого вала, другая представляет собой противовес, установленный на переднем конце коленчатого вала.
Осевая фиксация вала осуществляется четырьмя бронзовыми полукольцами, установленными в выточках задней коренной опоры. Для предохранения от проворачивания нижние полукольца своими пазами входят в штифты, запрессованные в крышку заднего коренного подшипника.
Носок и хвостовик коленчатого вала уплотняются резиновыми самоподжимными манжетами.
На передний конец коленчатого вала напрессована шестерня коленчатого вала и передний противовес, закрепленный гайкой момент затяжки 176,4 – 294 Нм (18 – 30 кгс·м).
Коленчатый вал двигателей ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 имеет конус на переднем конце. На конус устанавливается ступица, на которой закрепляются жидкостный гаситель крутильных колебаний и шкив. При ремонте двигателя следует помнить, что удары и вмятины на гасителе крутильных колебаний выводят его из строя, что неизбежно приведет к поломке коленчатого вала. Хранить и транспортировать гаситель следует только в специальной таре в вертикальном положении.
На двигатели ЯМЗ-238БЕ, ЯМЗ-238ДЕ устанавливается коленчатый вал 238БЕ-1005009 (маркировка 238Н-1005015-У), а на двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 – коленчатый вал 238ДК-1005009-30 (маркировка 238ДК-1005015-30).
Маркируется коленчатый вал в поковке на 5-й щеке.
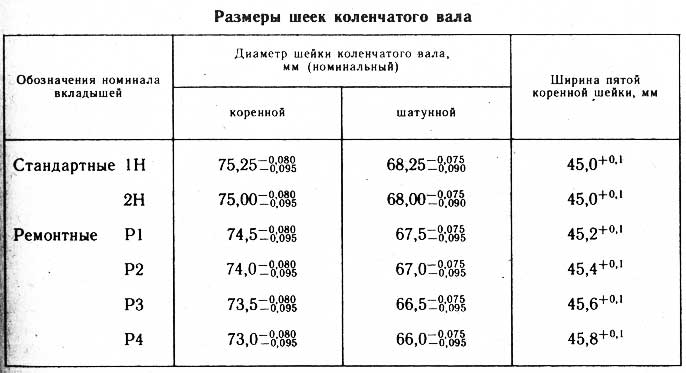
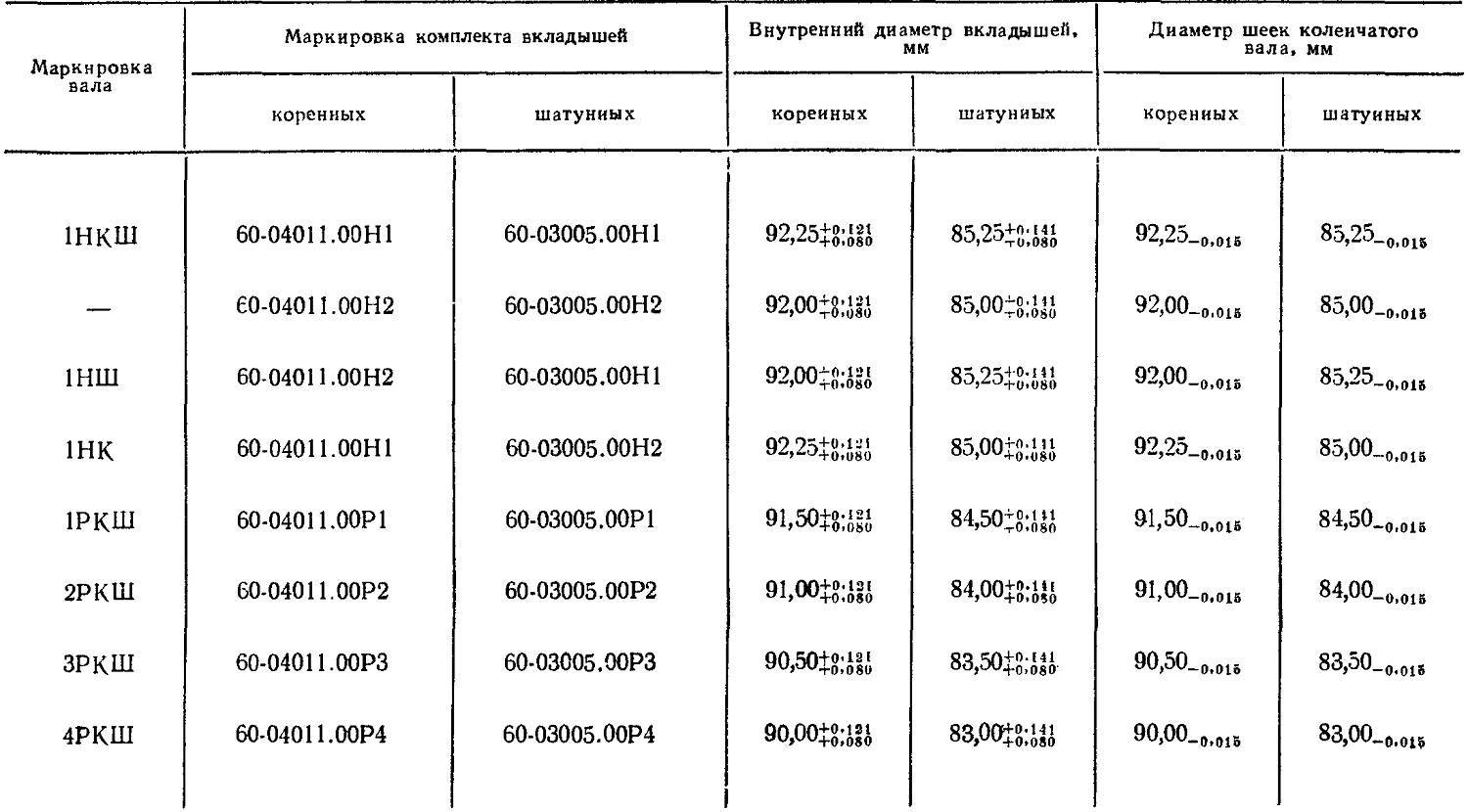
Шейки коленчатого вала могут быть двух номинальных размеров и поэтому возможны следующие варианты маркировки и применение соответствующих им вкладышей.
Маркировка коленчатого вала | 238ДК – 1005015-30 238Н – 1005015-У | 238ДК – 1005015-30 Ш1 238Н – 1005015-У Ш1 | 238ДК – 1005015-30 К1 238Н – 1005015-У К1 | 238ДК – 1005015-30 Ш1К1 1005015-У Ш1К1 |
коренных | ||||
Маркировка коренных вкладышей | 236-1005170-В Р1 236-1005171-В Р1 | 236-1005170-В Р1 236-1005171-В Р1 | ||
коренного вкладыша, мм | ||||
шатунных | ||||
Маркировка шатунного вкладыша | Р1 236-1004058-В | 236-1004058-В Р1 | ||
шатунного вкладыша, мм |
Примечание: Буквы «ДК», «Н», «У», «Ш», «К» и цифры «30», «1» клеймятся при маркировке ударным способом.
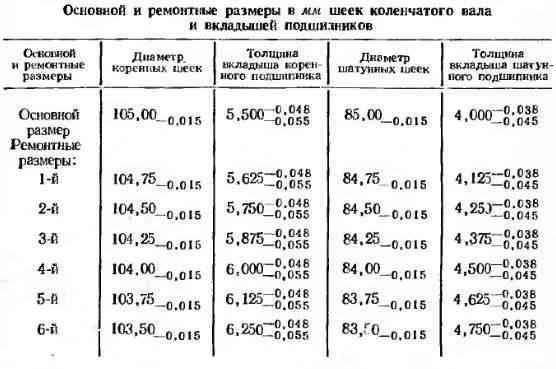
Изготавливается либо из чугуна, либо из легированной стали, оба материала довольно прочные, но дефекты все же со временем возникают, и как раз для их устранения нужны ремонтные размеры коленвалов. Это своеобразные допуски, до которых можно уменьшить толщину шеек без сильного ущерба для прочности детали. И, поскольку шейки обычно взаимодействуют с подшипниками, для последних предусмотрены вкладыши с ремонтным уменьшением.