Что такое хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
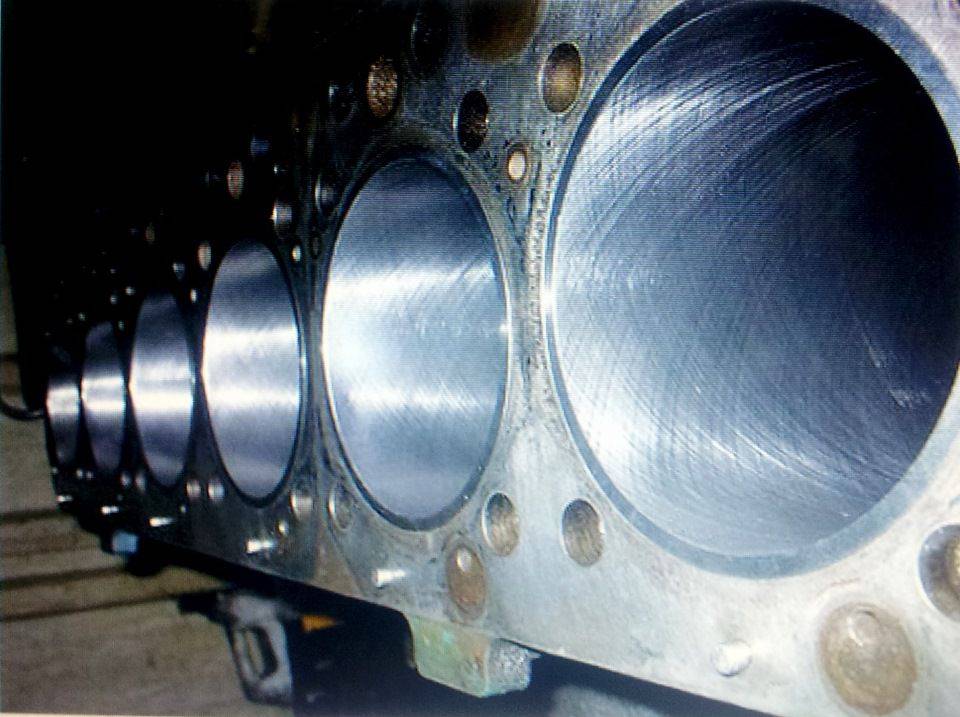
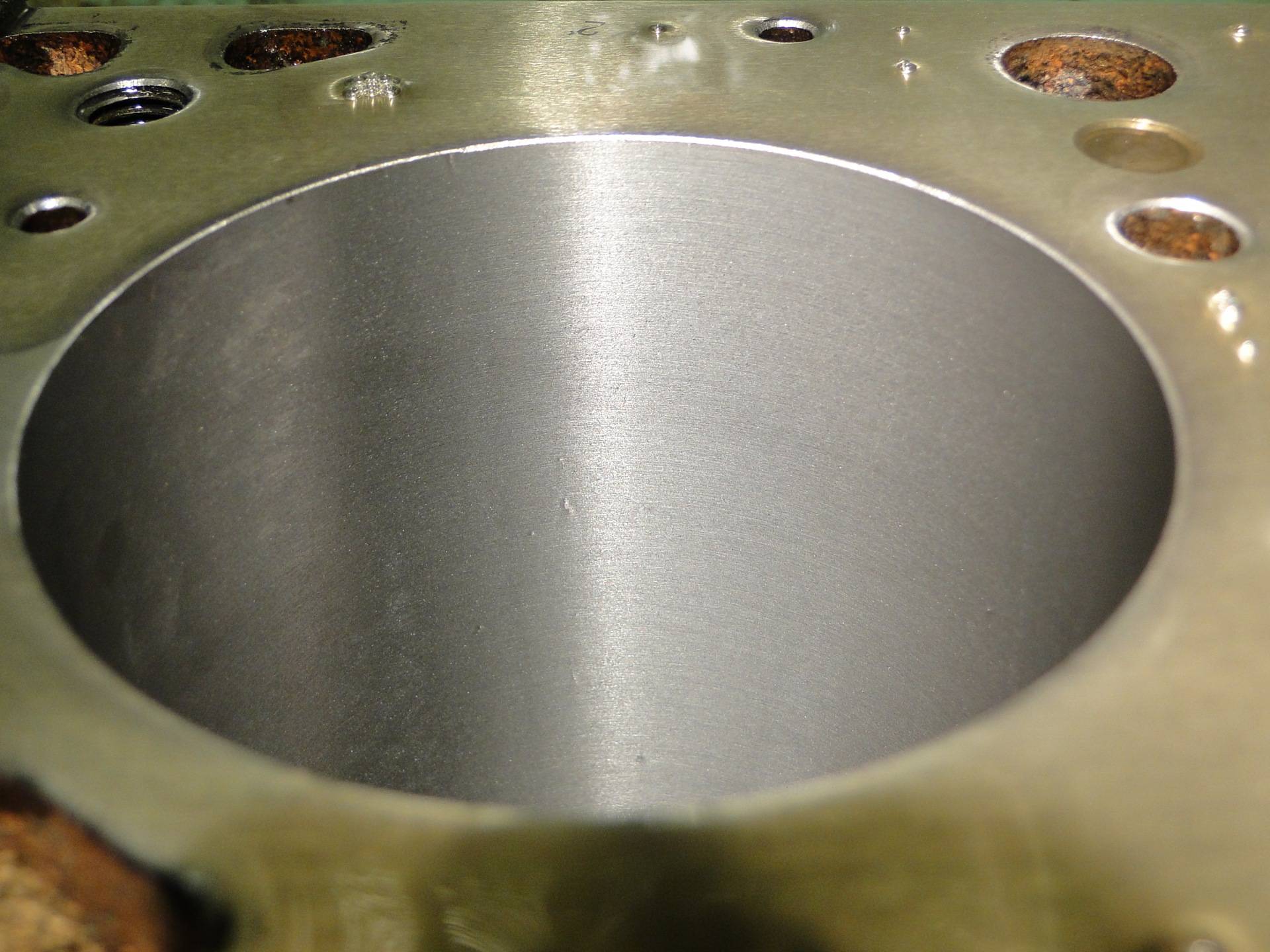
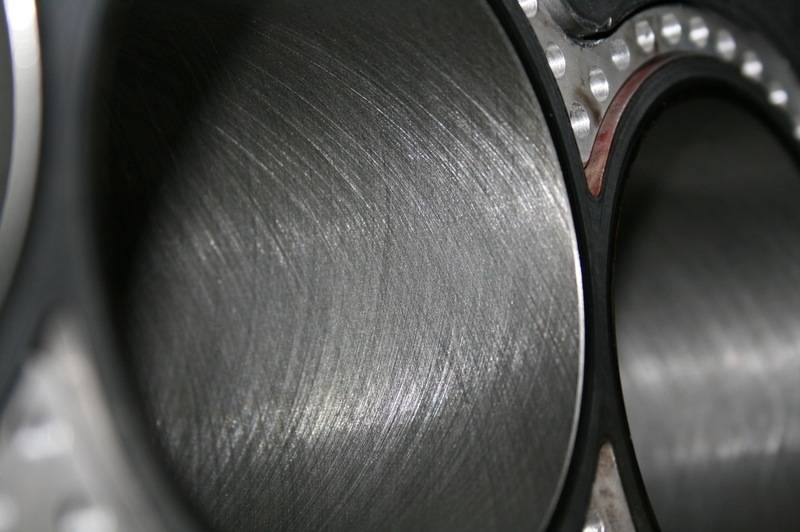
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
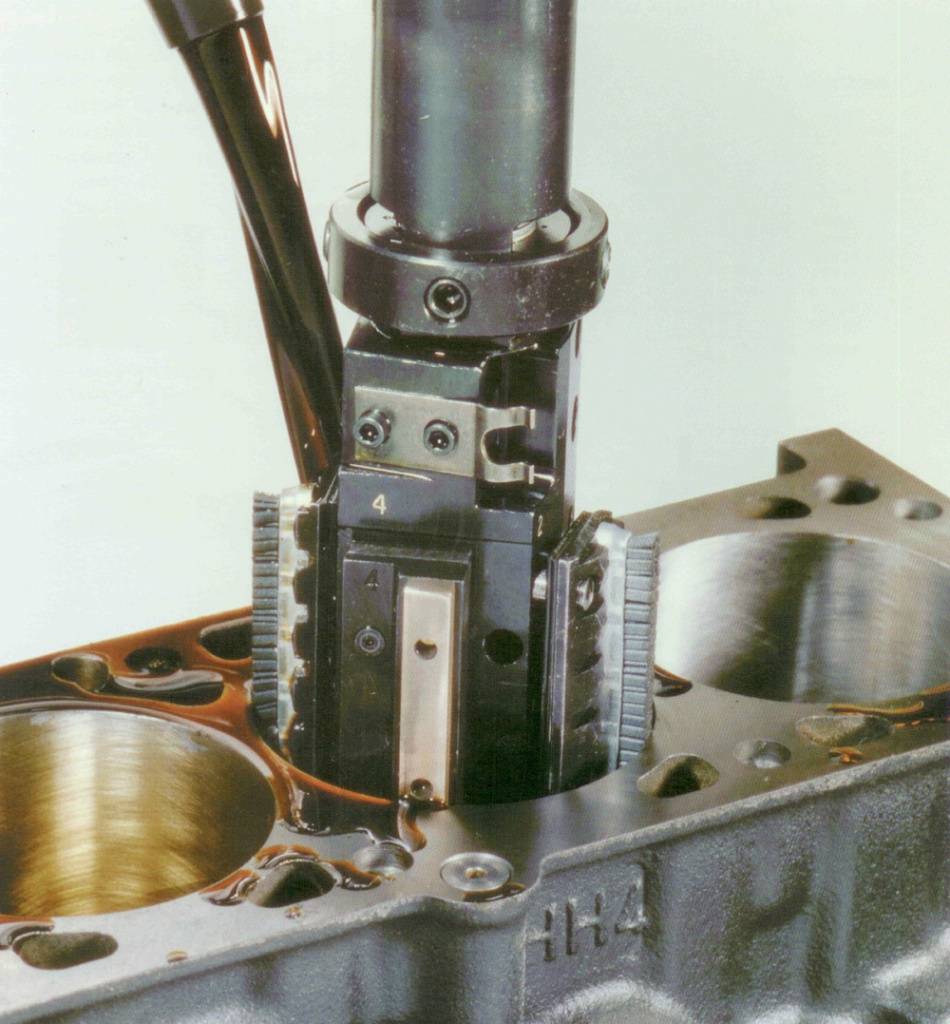
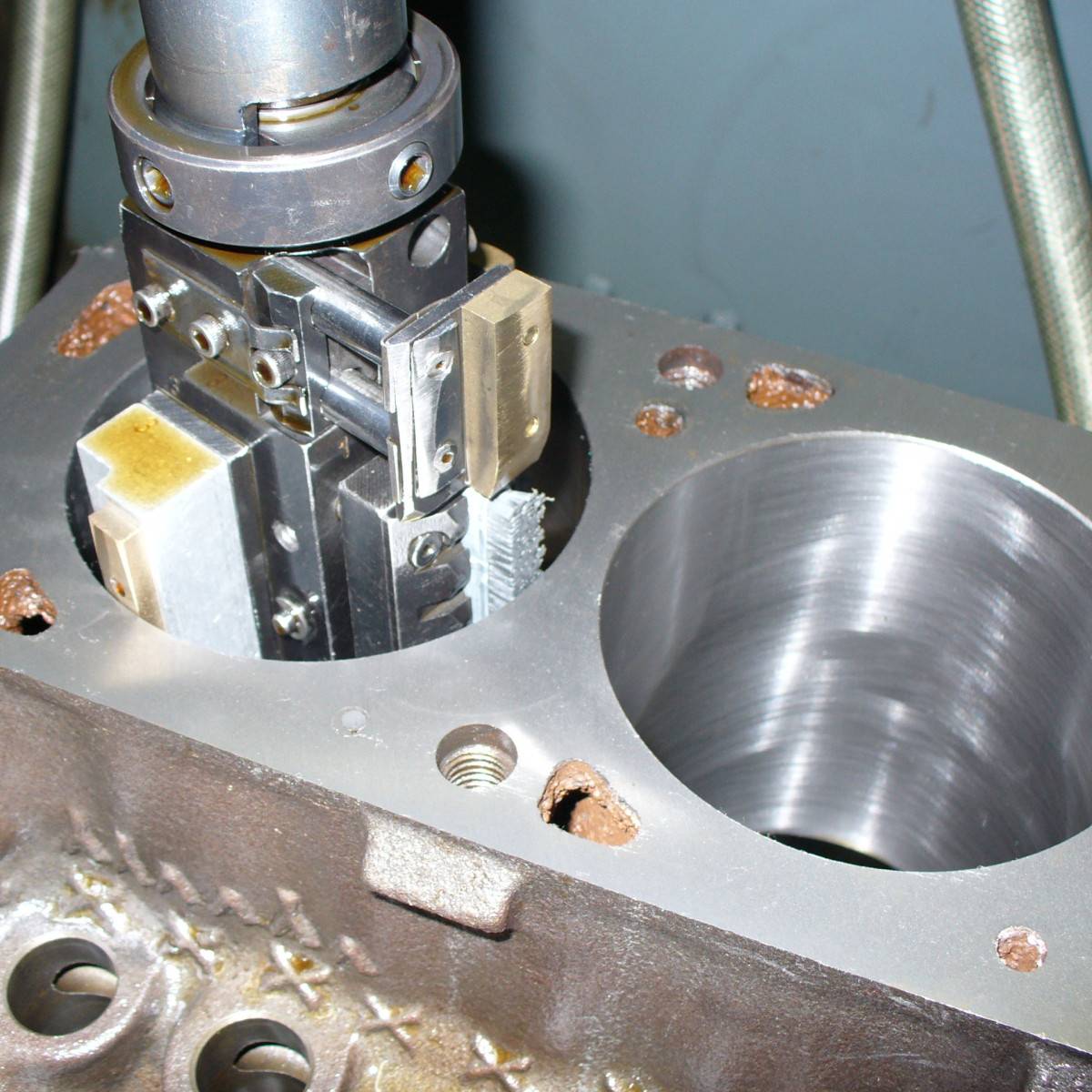
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
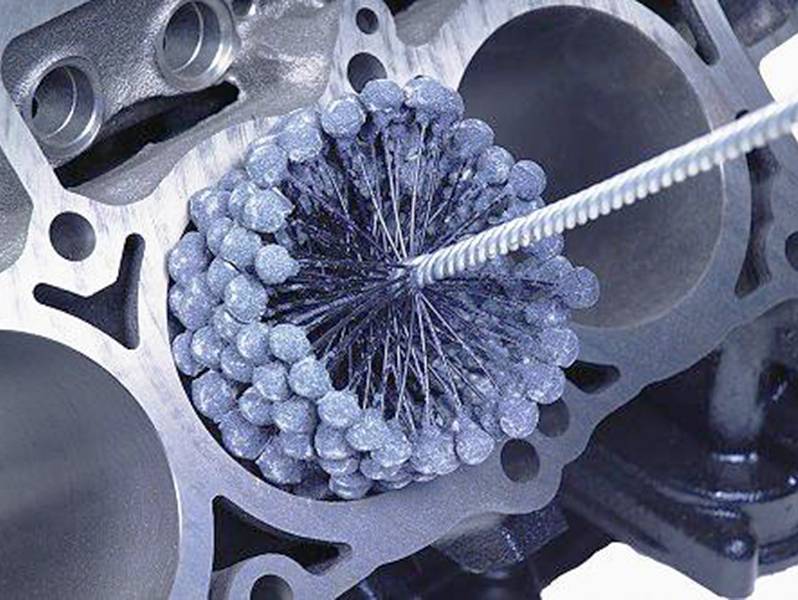
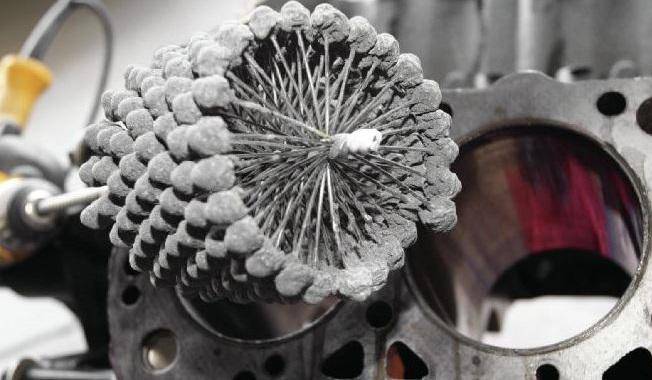
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
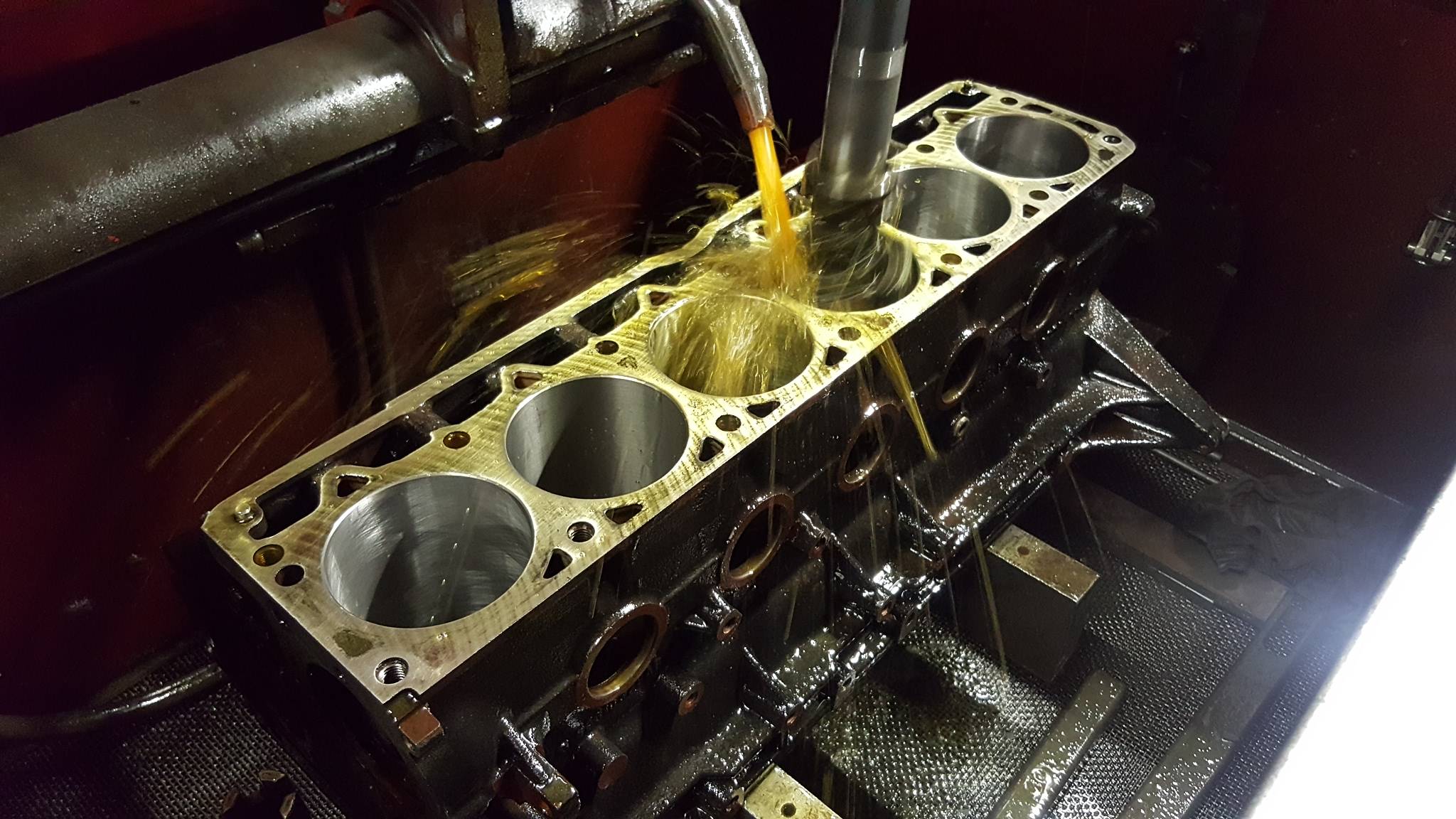
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
О выполнении процесса
Как правило, такие операции всегда выполняют двумя этапами, первым всегда будет черновая обработка Для неё нужен специальный хон с крупными зёрнами абразива. Вторым этапом проводится окончательная или финишная обработка поверхности детали, для которой уже нужен другой инструмент, тоже хон, но с мелким абразивом. Сейчас в качестве инструмента для окончательной обработки всё чаще используют алмазный абразив. Он позволяет снизить итоговую стоимость хонингования, а также продлевает срок службы инструмента.
Иногда специалистами проводится ещё одна операция, которая может быть финишной чисткой абразивной пастой. С её помощью удаляются «остатки» от ранее выполненного хонингования мелкие погрешности.
После этого получают ещё более гладкую стенку обрабатываемого цилиндра. Последней операцией должна быть мойка двигателя для удаления остатков абразивных паст и полировки.

В специализированных мастерских такую операцию проводят на специальных станках. Но некоторые умельцы выполняют её самостоятельно. Для её выполнения нужно иметь хон, электрическую дрель, масло для хонингования, ветошь. Хон сжимают руками и вводят в обрабатываемый цилиндр. После этого включают дрель, и выполняют процесс. В остальном цикл похож на работу на станке.
Мы постарались рассказать доступными словами об этом процессе. Что такое хонингование цилиндров теперь будет известно всем, кто прочитал статью до конца. В заключение хочется сказать, что если использовать качественное моторное масло и фильтр, своевременно проводить все работы по обслуживанию, эту операцию можно отодвинуть на неопределённый период.
Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.








недолговечность применяемых абразивов
Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Хон в цилиндре что это?

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.






Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Геймплей: ничего нового, только хорошо забытое старое
Сама игра никак не удивит тех, кто уже играл в подобного рода жанр: вы выбираете героя из огромного списка, которые разделены на три категории:
- ловкач;
- интеллект;
- силовики.
Каждый герой имеет определенную цель на игровой карте: кто-то ходит в мид, кто-то фармит лес. Если вы берете силовика, то вам придется брать на себя основной урон, персонажи в категории интеллект – это поддержка.
Каждый герой имеет четыре способности: 2 активные, одну пассивную и одну ульту. Стандартная картадве стороны, три дороги, две базы и две команды по пять героев.
Тут, как и в доте, от каждой базы идут крипы, которые берут на себя основной башенный урон и отвлекают крипов противника. Да и цель тут такая же – уничтожить базу раньше, чем вашу уничтожит противоположная сторона. Ничего нового и удивительного.
Если говорить о графике, то ХоН выполнен в мультяшной стилистике WarCraftIII, однако имеет свой собственный движок и новые, более современные модельки героев. Но в общем, графика находится где-то на среднем уровне. Сказать, что это высококачественный прорыв в игровой индустрии, с крутой графикой и спецэффектами нельзя.
Конечно, многие считают, что это плюс: ведь таким образом игра позволяет забыть вам о том, что такое лаги, глюки и низкий FPS. Та же дота, требует компьютеры приличной мощности, чтобы комфортно чувствовать себя даже в лобби, не говоря уже о самой игре.

В магазине вы можете приобрести различные скины, модельку героев и новую озвучку. Никаких вещей, влияющих на игровой процесс, усиливающих вашего героя нет и не будет.
В итоге можно сказать одно – HoN никогда не станет игрой года, топом в жанре и не займет лидирующие позиции. Просто потому, что HoN – это копия, хоть и выполненная на свой лад.
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
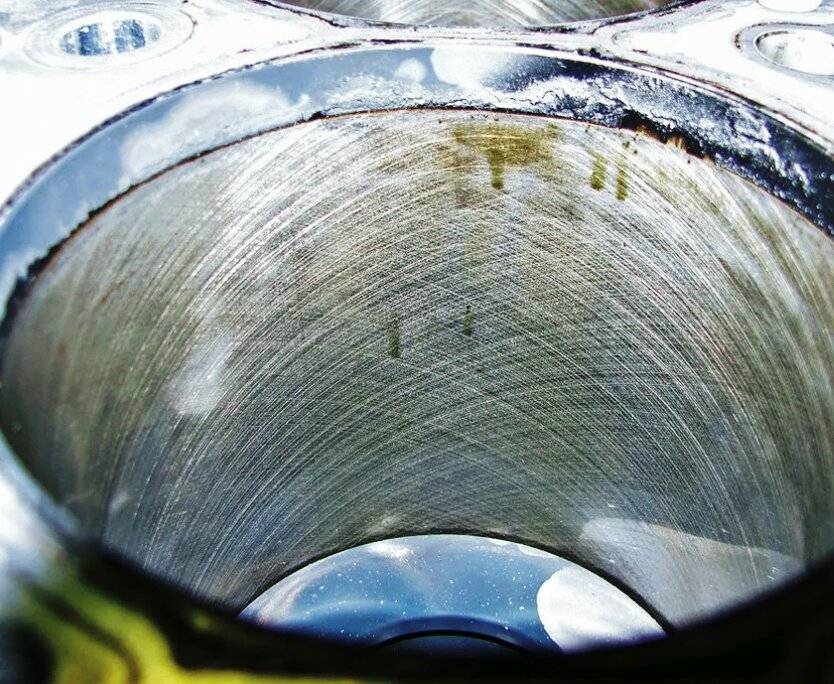
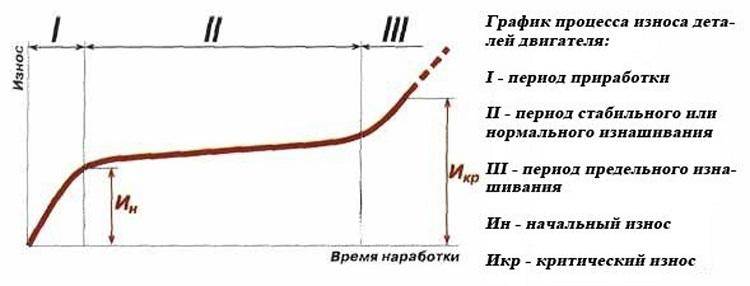
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.







Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Как собственноручно произвести хонинговку цилиндра дома
Без специального устройства на дому не получиться сделать самостоятельно расточку. Собственными руками возможно только хонингование плосковершинное сделать. Данный процесс имеет несколько этапов:
1. Для начала следует использовать спец. прибор с абразивным материалом. Производить черновую работу можно за счет корректировки шероховатости и убирания неисправного слоя цилиндра.
2. После мелким абразивом делают работу, и получают замечательную точность. Используя абразивные пасты, вы получите наиболее гладкую поверхность.
3. Всегда помните, что нужно обмывать двигатель, дабы не оставалось металлических частичек, пыли, грязи.
Похожие материалы: